Во многих источниках света применяется кварцевое стекло. Из него изготавливают колбы галогенных ламп накаливания, колбы горелок ламп ДРЛ, ДРИ и др. Процесс их герметизации, соответствующий заварке ламп с обычным стеклом, отличается тем, что при этом осуществляется вакуумно-плотный спай с выводами. Как правило, монтаж внутриламповой арматуры этих ламп не предусматривает ее крепления на отдельно изготовленную ножку.
Операция герметизации кварцевых колб чаще всего осуществляется методом заштамповки (запрессовки) вводов в размягченное кварцевое стекло. Схема процесса заштамповки фольговых вводов в кварцевое стекло приведена на рис. 7.24.
Заготовка кварцевой колбы в виде трубки определенной длины с приваренным заранее штенгелем закрепляется в вертикальном положении (на ряде машин в горизонтальном положении) в специальном держателе.
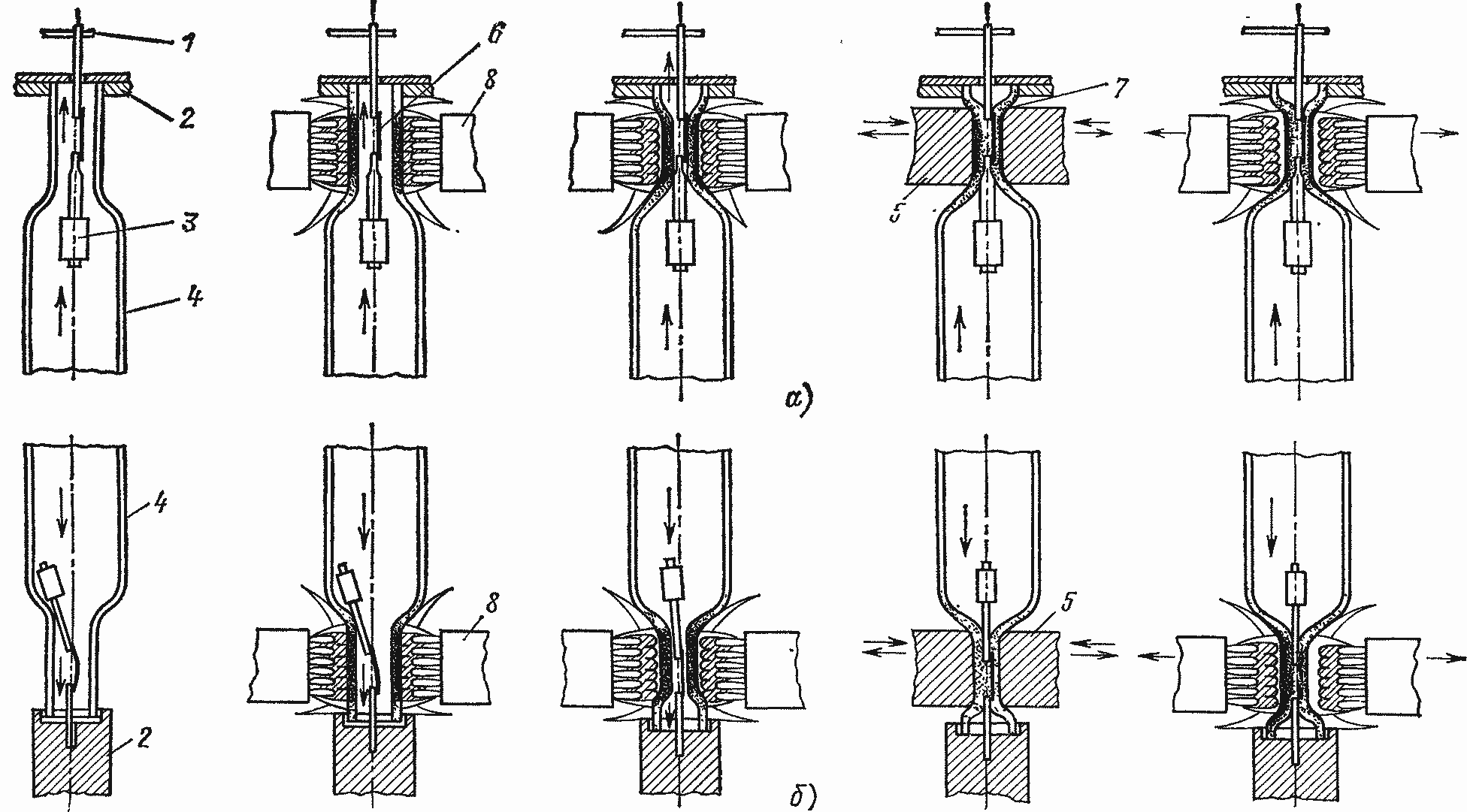
Рис. 7.24. Схема запрессовки вводов в кварцевое стекло:
а — электродом вниз; б — электродом вверх; 1, 2— держатели; 3— электрод; 4 — колба; 5 — расколотки; 6 — молибденовая фольга; 7 — спай; 8 — горелка
На конец штенгеля надевают наконечник гибкой трубки для подачи внутрь лампы инертного газа. В отдельном держателе закрепляют подготовленный ввод (электродный узел), отцентровывают его относительно трубки и закрепляют таким образом, чтобы молибденовая фольга находилась в зоне заварки в определенном положении: ее плоскость должна быть строго параллельна плоскости губок штампующих расколоток в закрытом состоянии, не должно быть смещения фольги по ширине и длине губок расколоток и др. При герметизации первого конца софитных ламп второй конец трубки-колбы должен быть закрыт пробкой.
Затем включают поддув инертного газа и разогревают кварцевое стекло по месту штамповки жестким пламенем горелок. После достаточного размягчения стекла расколотки сближаются и плотно прижимают его к молибденовой фольге, формуя лопатку. Иногда проводят двух- и трехкратное сближение штампующих губок расколоток. Затем место штамповки снова прогревают пламенем горелки для частичного оплавления и отжига. Герметизация второго конца софитной лампы производится аналогично.
На механизированном полуавтоматическом оборудовании герметизация обоих концов софитной лампы производится одновременно, без последовательного переворачивания колбы. На рис. 7.25 показаны малогабаритные галогенные лампы после заштамповки.
Продувка ламп инертным газом (чистым азотом) во время разогрева стекла, штамповки и некоторое время при остывании ламп необходима для предотвращения окисления молибденовой фольги и других металлических внутриламповых деталей, а также для правильной формовки места заштамповки и перехода от плоской лопатки к цилиндрической части колбы.
Для получения высококачественного вакуумно-плотного спая большое значение имеет правильный выбор размеров и конфигурации штампующих губок и зазора между ними в сомкнутом виде в соответствии с диаметром и толщиной стенки кварцевой трубки.
Нарушение этих требований может привести или к слабому соединению кварцевого стекла с фольгой и негерметичности спая, или к образованию излишних наплывов стекла на лопатке и соответственно к деформации формы спая, растрескиванию и сколам стекла.
Рис. 7.25. Вид галогенных ламп после заштамповки: а — пальчиковые со штенгелем в куполе; б — пальчиковые со штенгелем на боковой поверхности; в — софитные лампы

При правильно проведенной заштамповке лопатка должна иметь форму и размеры в соответствии с чертежом, стекло по спаю не должно содержать пузырей и капилляров, молибденовая фольга в спае должна сохранять металлический цвет без следов окисления, не иметь надрывов и расслоя, также не должны быть окислены и другие внутриламповые металлические детали.
При использовании в мощных лампах стержневых вводов их герметизация производится без штамповки путем соединения в размягченном состоянии кварцевой трубки и заранее подготовленного остеклованного токового ввода.

Рис. 7.26. Заштампованные и заваренные мощные прожекторные лампы:
а — с ленточным спаем; б — со стержневыми токовыми вводами
Мощные прожекторные лампы с кварцевой колбой и односторонним расположением вводов герметизируют как заштамповкой, так и заваркой (рис. 7.26). Заштамповки проводится примерно так же, как и галогенных малогабаритных ламп в пальчиковом исполнении.
Заварка прожекторных ламп близка по своему осуществлению к заварке крупногабаритных ламп из обычного электролампового стекла на одношпиндельных заварочных станках. При этом собранную ножку со смонтированной арматурой закрепляют в свече станка, а колбу — в специальном держателе. После центровки и сближения обе детали медленно прогревают горелкой, доводя стекло в месте соединения до размягчения. Для равномерности нагрева по всей окружности лампу вращают вокруг ее оси. Нагрев обычно ведут мощными кварцедувными кислородно-водородными горелками.
Если по технологии не предусмотрена предварительная шлифовка торцевых поверхностей соединяемых элементов, то часто образующийся между ними зазор во время заварки заполняют стеклом от тонкого кварцевого штабика, разогревая его конец до расплавления в пламени горелки. Во время всего процесса заварки внутрь лампы поддувают чистый инертный газ, защищающий металлические детали от окисления.
Заварочный шов должен быть хорошо проварен по всей толщине стекла; он должен быть равномерным по толщине, без впадин, выступов, гладким и не выходить за пределы диаметра колбы, не иметь пузырей, капилляров.