Внутрішні електропроводки монтують згідно з проектом. Монтажні роботи виконують в такій послідовності:
розмінують місця встановлення освітлювального та силового обладнання: світильників, штепсельних розеток, вимикачів щитків, силових ящиків тощо;
розмінують лінії прокладання проводів, шнурів і кабелів або труб, місця кріплення та проходи їх через стіни, перегородки та перекриття;
пробивають наскрізні і гніздові отвори та борозни в стінах, перегородках і перекриттях;
встановлюють ізоляційні опори (ізолятори, ролики, клиці), натяжні та підтримувальні конструкції (у тросових проводках), заготовляють і прокладають труби;
прокладають проводи, шнури і кабелі, закріплюють, з’єднують, окінцьовують та приєднують їх до електроприймачів, комутаційних апаратів тощо.
Місця встановлення вимикачів і штепсельних розеток розмінують так, щоб центри вимикачів були на висоті 1,6—1,7 м, розеток у виробничих приміщеннях — 0,8—1,0 м і розеток у житлових та адміністративно-господарських приміщеннях— 0,3—1,0 м над рівнем підлоги.
При розмічуванні місць встановлення щитків та іншого електрообладнання, що кріпиться за допомогою штирів, визначають і наносять на стіни центри отворів під штирі. Для зручності обслуговування щитки, силові ящики тощо встановлюють на висоті 1,4—1,8 м над рівнем підлоги.
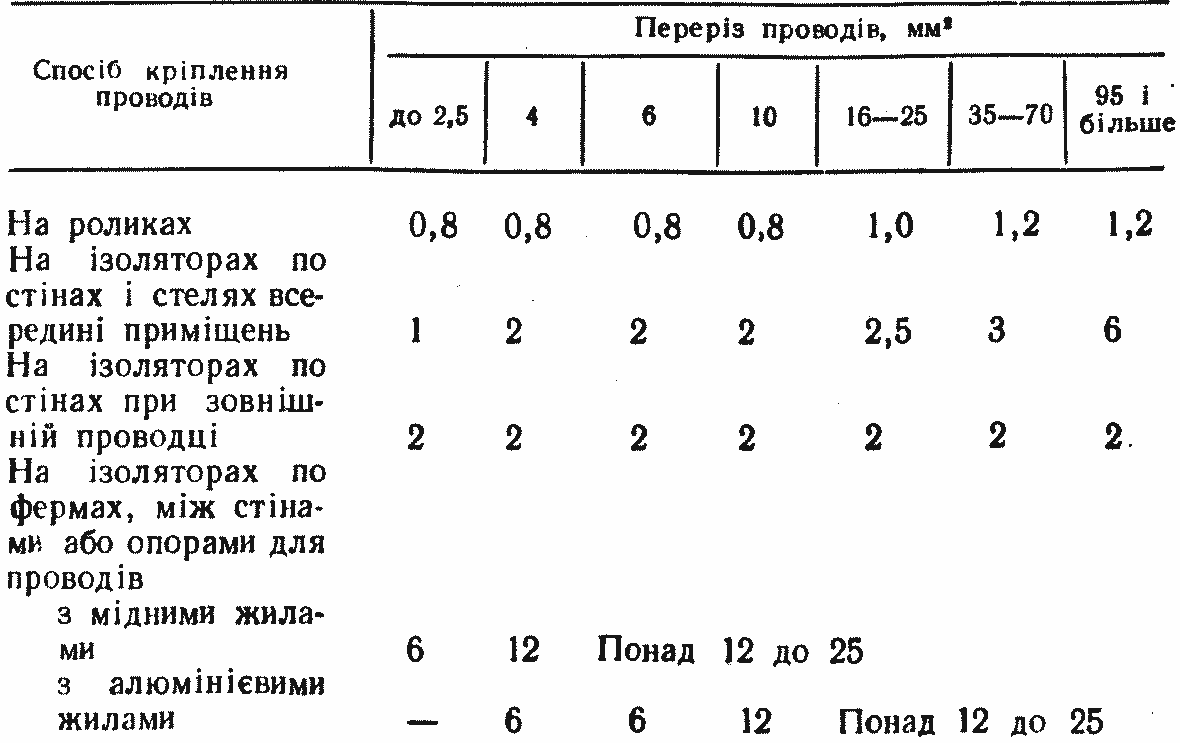
- Найбільші допустимі відстані між точками кріплення незахищених ізольованих проводів, прокладених на ізоляційних опорах, м
Лінії прокладання проводів, кабелів або труб відкритих електропроводок розмінують так, щоб проводки розміщувались паралельно до архітектурних ліній приміщення.
Прокладати незахищені ізольовані проводи на ізоляторах та роликах при напрузі 127 В і вище в приміщеннях без підвищеної небезпеки, а при напрузі до 42 В — у будь-яких приміщеннях треба на висоті не менше 2 м від рівня підлоги або площадки обслуговування. В усіх інших випадках висота прокладання повинна бути не менше 2,5 м.
Відстані між точками кріплення та осями незахищених ізольованих проводів, прокладених на ізоляторах, роликах і клицях, наведені в таблицях 55 і 56.
На кутах приміщення і біля проходів через стіни і перегородки ізолятори та ролики встановлюють від стелі, суміжних стін або проходів на відстані, що дорівнює 1,5—2 висотам ізолятора або ролика.
Для захищених ізольованих проводів, кабелів та проводів у стальних трубах і гнучких металевих рукавах, проводів в ізоляційних трубах з металевою оболонкою, а також шлангових кабелів для важких умов роботи висота прокладання не нормується.
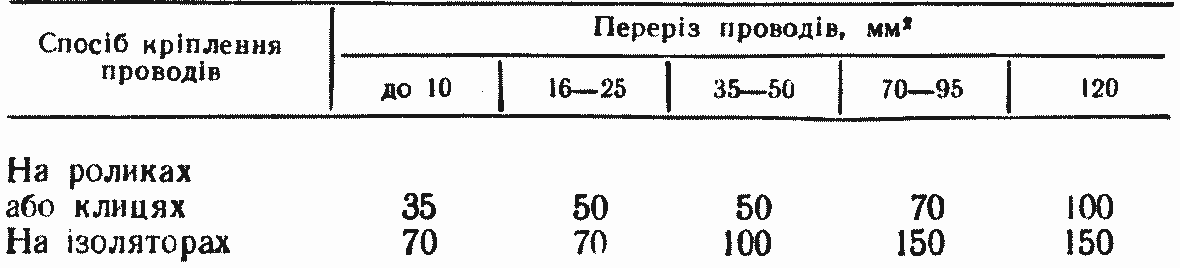
- Найменші допустимі відстані між осями незахищених ізольованих проводів, прокладених паралельно на ізоляційних опорах, мм
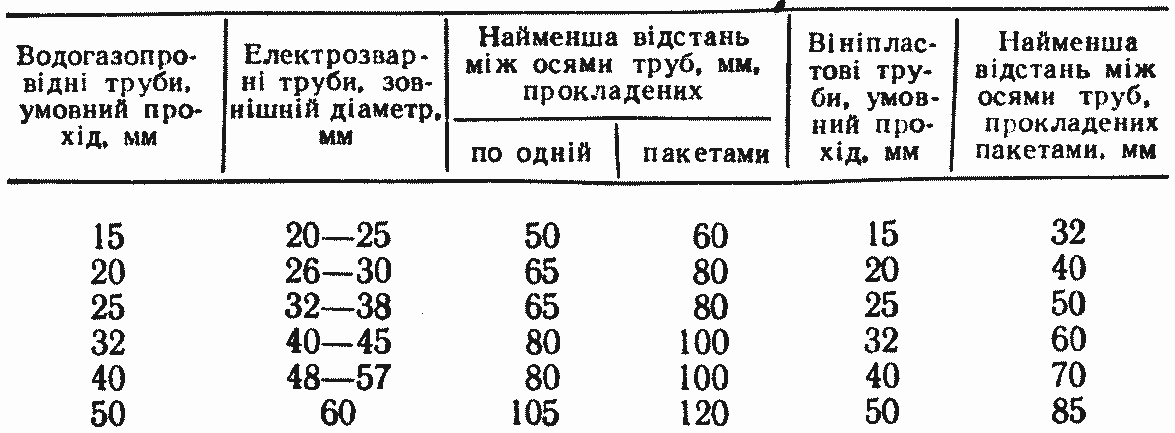
- Найменші допустимі відстані між осями паралельно прокладених стальних і вініпластових труб
Точки кріплення захищених ізольованих проводів, кабелів і гнучких металевих рукавів треба розміщувати з інтервалом 0,5—0,7 м, а точки кріплення ізоляційних труб з металевою оболонкою — 0,8—1,0 м.
Відстані між точками кріплення відкрито прокладених стальних труб на горизонтальних і вертикальних ділянках повинні бути не більше: для труб з умовним проходом до 20 мм — 2,5 м, до 32 — 3,40 мм і більше — 3,5—4 м. Біля електричних машин і апаратів труби кріплять на відстані від них не більше 0,8 м, а біля світильників, коробок, ящиків — на відстані, що не перевищує 0,3 м.
Найменші відстані між осями паралельно прокладених стальних і вініпластових труб наведені в таблиці 57.
Найбільше допустимі відстані між з’єднувальними і прохідними коробками подані в таблиці 58.
Лінії для схованого прокладання стальних труб розмічають по найкоротшій відстані між точками встановлення з’єднувальних, прохідних і відгалужувальних коробок та точками встановлення світильників, комутаційних апаратів тощо.
Лінії прокладання ізоляційних труб, а також проводів марок АППВ, АППВС і т. п. у схованих електропроводках розмінують на стелі по найкоротшій відстані, на стінах і перегородках — горизонтально, а на спусках до вимикачів, штепсельних розеток тощо — вертикально. При цьому горизонтальні лінії прокладання проводів АППВ, АППВС і т. п. потрібно розміщувати на відстані 100—200 мм від стелі і 50— 100 мм від карнизів, а вертикальні — на відстані не менше 100 мм від обрамування вікон і дверей.
58. Найбільші допустимі відстані між з'єднувальними і прохідними коробками; м
Монтаж тросової електропроводки починають із закріплення кінцевих опорних конструкцій, які вмуровують у стіни на цементному розчині або кріплять на наскрізних болтах. Трос кріплять на кінцях лінії та по її довжині через кожні 12—18 м, при цьому відстань між точками кріплення залежить від маси конструкцій, підвішуваних до троса, і стріли його провисання.
Характеристика ділянки траси трубопроводу міжкоробками | Труби | |
стальні | гумових напівтверді | |
Пряма | 50 | 10 |
3 одним кутом | 40 | 7,5 |
3 двома кутами | 20 | 5 |
3 трьома кутами | 10 | 5 |
3 чотирма кутами | — | 3 |
Остання не повинна перевищувати 3—3,5% довжини прогону між кріпленнями. Вертикальні струни-підвіски встановлюють, як правило, в місцях розміщення відгалужувальних коробок, штепсельних розеток тощо і виготовляють з стального дроту діаметром 2—3 мм для силових і 1,5— 2 мм для освітлювальних електропроводок.
Відстань між точками кріплення незахищених ізольованих проводів, підвішених до троса, повинна становити не більше 1 м при перерізі проводу 1 мм2 і 1,5 м при перерізах 1,5—6 мм2, захищені проводи і кабелі кріплять через кожні 0,5 м.
Для прискорення монтажних робіт до троса спочатку закріплюють проводи і арматуру на висоті 1,5—2 м, а потім всю систему за допомогою блоків піднімають на відповідне робоче місце. Трос натягують за допомогою струбцинок або натяжних болтів. Елементи тросових електропроводок доцільно завчасно виготовляти в майстернях.
З'єднання, окінцювання та приєднання проводів.
З’єднання та окінцювання проводів і кабелів з мідними та алюмінієвими жилами виконують за допомогою електрозварювання, паяння та опресування або спеціальними затискачами (гвинтовими, болтовими, клиновими і т. д.). Перед з’єднанням і окінцюванням з кінців жил знімають захисні оболонки та ізоляцію і зачищають їх до блиску дротяною щіткою, наждачним папером або ножем.
Після з’єднання оголені місця ізолюють подвійним шаром ізоляційної стрічки так, щоб початок і кінець обмотки стрічкою перекривали ізоляцію проводу або кабеля на 10 мм в кожний бік.
У вологих і вогких приміщеннях ці місця перед ізолюванням покривають лаком або технічним вазеліном.
Електрозварювання виконують методом контактного нагрівання (без утворення електричної дуги) за допомогою зварювального трансформатора та вугільних електродів. Потужність трансформатора повинна дорівнювати 0,5—1,5 кВА, а вторинна напруга — 6—12 В.
Мідні та алюмінієві однодротові жили перерізами до 2,5 мм2 включно зварюють способом стикання торця скручених разом жил з вугільним електродом. Так само можна зварювати мідну та алюмінієву однодротові жили перерізами до 2,5 мм2. Зварювання мідних жил виконують без флюса, а алюмінієвих та з різних металів — з флюсом ВАМИ. Цей флюс складається з 50% хлористого калію, 30 — хлористого натрію та 20% кріоліту марки К-1.
Мідні жили більших перерізів рекомендується зварювати в мідних гільзах за допомогою кліщів з вугільними електродами діаметром 10— 15 мм. Як флюс при зварюванні мідних жил використовується бура, а присадним матеріалом є мідь.
Алюмінієві однодротові жили перерізом 4—10 мм2 можна зварювати за допомогою кліщів з вугільними електродами, сплавляючи їх кінці в один монолітний стержень в стальних формах — обоймах без застосування флюсу або скручуючи разом жили з застосуванням флюсу ВАМИ.
Електрозварювання багатодротових алюмінієвих жил виконують способом стикання торця скручених разом жил з вугільним електродом або сплавлюванням кінців жил у відкритих стальних формах. При зварюванні використовують флюс ВАМИ та присадний матеріал — алюміній.
Паяють однодротові мідні жили перерізом 6 і 10 мм2 після з’єднання їх бандажним скрутнем, а однодротові жили перерізом менше 6 мм2 та багатодротові всіх перерізів — після з’єднання безпосередньо скрутнем. Для паяння мідних жил застосовують припої ПОС-30 (30% олова і 70% свинцю) і ПОС-40 (40% олова і 60% свинцю) та флюс—каніфоль.
Алюмінієві жили перед паянням скручують, потім місце скручування нагрівають на полум’ї паяльної лампи і пропаюють припоєм, що складається з олова (40—42%), цинку (56—58,5) та міді (2—1,5% за масою), або з олова (35%), цинку (35%) і кадмію (30%). Флюси для паяння алюмінієвих проводів не потрібні.
Обпресування мідних однодротових та багатодротових жил перерізом до 2,5 мм2 виконують так. Спочатку зачищені до блиску кінці жил довжиною 20—22 мм скручують разом або укладають паралельно один одному внакладку і обмотують мідною фольгою товщиною 0,2—0,3 мм в два шари. Після цього місце з’єднання опресовують кліщами ПК-2М (ТУ 36872—74). Якість з’єднання контролюють зовнішнім оглядом. При цьому фольга і жила не повинні мати розривів.
Однодротові та багатодротові мідні жили більших перерізів опресовують в мідних гільзах. Кінці жил в них укладають паралельно один одному внакладку або встик. Опресовують за допомогою кліщів ПК-Ім (ТУ 36930—74) або переносного гідравлічного преса.
З’єднання опресовуванням алюмінієвих жил виконується в алюмінієвих гільзах з застосуванням кварцево-вазелінової пасти за допомогою кліщів ПК-1М і ПК-2М або гідропреса РГП-7М (ТУ 35—1173—78).
Окінцювання та приєднання проводів і кабелів до електроприймачів, комутаційних апаратів тощо виконують після їх прокладання.
Спосіб окінцювання приймається залежно від типу затискачів на електроприймачі, комутаційному апараті тощо, а також від характеристики та перерізу струмопровідних жил проводів і кабелів.
Проводи з мідними однодротовими жилами перерізом до 10 мм2 окінцьовують кільцем або поперечиком, а з багатодротовими жилами перерізом до 2,5 мм2 — кільцем, поперечиком або пістоном. При виготовленні кілець і поперечиків кінці багатодротових жил скручують і пропаюють. Опресовують пістони кліщами ПК-2М. Однодротові та багатодротові жили більших перерізів окінцьовують наконечниками, які надівають на зачищені кінці жил проводів, а потім приварюють, припаюють чи опресовують.
Проводи з алюмінієвими однодротовими та багатодротовими жилами окінцьовують спеціальними алюмінієвими наконечниками, які до кінців жил приєднують зварюванням, паянням та опресовуванням.