2.2 Електрообладнання розкряжувальних агрегатів та верстатів ДОП
Однією з центральних операцій на лісопромислових підприємствах є розділення хлистів на сортименти. Ця операція здійснюється за допомогою розкряжувальних агрегатів, які у сукупності з допоміжними механізмами створюють напівавтоматичні лінії. Найбільше поширення отримали напівавтоматичні лінії з поздовжньою подачею хлистів. Промисловість випускає декілька типів таких ліній і основними складовими їх, як правило, є розкряжувать ний агрегат та допоміжні механізми.
Вузол розкряжування містить: пиляльний верстат з балансирною дисковою пилою; подаючий транспортер; приймальний рольганг із системою замовлення сортименту, що випилюється, а також транспортер для прибирання відходів. Важливою складовою напівавтоматичної лінії є гідросистема і оливний насос.
Технологічний цикл розкряжувального агрегату має таку послідовність. Спочатку хлисти від розтаскувана подають на транспортер, але до того оператор здійснює відгорцьовку комля хлиста. Для цього вмикається подаючий транспортер і комель хлиста підходить під пилу. Потім здійснюється затискання хлиста, подача пили, пиляння і повернення пили у вихідне положення. Після цього оператор визначає довжину першого сортименту шляхом натискання на відповідну кнопку, що знаходиться на пульті керування. При цьому система замовлення довжини у потрібному місці видвигає упор. Хлист подається за допомогою подаючого транспортеру і приймального рольгангу. Коли відстань торця хлиста до упора досягне величини близької до 0,5 м швидкість руху хлиста вдвічі зменшується, а коли досягне упору хлист зупиняється. Далі здійснюється відрізання хлиста і в подальшому цикл повторюється. Відпилені сортименти подаються на сортувальний транспортер за допомогою збросувачів.
Загальна встановлена потужність електродвигунів напівавтоматичної лінії складає 56,5 кВт, в тому числі для розтаскувана хлистів вона складає 13,5 кВт, для подаючого транспортера 14 кВт, для пили -14 кВт, приймального рольганга - 3,5 кВт, оливного насосу - 4,5 кВт, транспортера відходів - 7 кВт.
Електрообладнання живиться від трифазного змінного струму напругою 380 В, частотою 50 Гц. Напруга подається до силової частини схеми керування напівавтоматичної лінії за допомогою рубильника і контролюється за допомогою вольтметра. Схеми керування електроприводами механізмів працюють як на змінному так і постійному струмах. Постійний струм отримується шляхом застосування випрямлячів.
Силова частина схеми керування напівавтоматичної лінії з поздовжною подачею хлистів містить одношвидкісні двигуни для пили, насосу, транспортеру відходів та двошвидкісні електродвигуни для подаючого транспортера І приймального стола. Електродвигуни подаючого транспортера і приймального стола мають електромагнітні муфти, що виконують функції з’єднання і гальмування. Гальмо з електромагнітом має і електродвигун пиляльного диску балансирної пили.
Напівавтоматична лінія може працювати також в автоматичному режимі. Цей режим використовується при розкряжуванні хлиста на сортименти однакової довжини. Схема керування передбачає відміну раніше зробленого замовлення і призначення оператором сортимента іншої довжини.
Для налагоджувальних робіт і аварійних режимів у схемі керування застосовують кнопки та перемикачі ручного керування. Ручне керування передбачає подачу хлиста “назад” вивід пили з пропилу до кінця обрізання і ін.
Захист всіх електродвигунів від коротких замикань здійснюється за допомогою запобіжників, а від перевантажень за допомогою теплових реле.
Електродвигуни пили подаючого транспортера і приймального рольгангу працюють у повторно-короткочасному режимі, тобто у режимі S3. Електродвигуни насоса гідросистеми І транспортера для відходів працюють у тривалому режимі, тобто у режимі S1.
Сучасним напрямом розвитку напівавтоматичних ліній для розділки хлистів є лінії із поперечною і поздовжньою подачами, при цьому верхня частина хлиста розкряжовується при поперечній подачі, а решта частини хлиста - при поздовжній подачі.
Важливими машинами і механізмами при лісопилянні є лісопиляльні рами і круглопиляльні верстати. Лісопиляльні рами є основними при розпилянні круглих лісоматеріалів на дошки, брусся і інші сортименти. У лісопиляльних рамах останніх модифікацій кількість електродвигунів складає від трьох до шести, а разом із генератором постійного струму і збудником загальна кількість електродвигунів досягає восьми.
Для електропривода кривошипного вала рами широко застосовують асинхронні електродвигуни з фазним ротором потужністю від 65 до 115 кВт зі швидкістю від 200 до 500 об/хв в залежності від типу лісопиляльної рами. Інколи для електроприводу цього механізму використовують асинхронні електродвигуни з короткозамкнутим ротором із глибоким пазом потужністю 70 кВт та швидкістю 725 об/хв.
Електропривід механізму подачі лісопиляльної рами містить тришвидкісний асинхронний електродвигун з коротко замкнутим ротором. Але остання модифікація лісопиляльної рами має складний електропривід для механізму подачі, що містить асинхронний короткозамкнений двигун, потужністю 10 кВт, генератор і двигун постійного струму, потужністю 6,8 і 5,8 кВт відповідно, і збудник, тобто двигун постійного струму паралельного збудження потужністю 0,8 кВт, який призначений для живлення обмоток збудження генератора і двигуна. Гідронасос приводиться в рух за допомогою коротко замкненого асинхронного електродвигуна потужністю 2,8 кВт, а механізм зміни нахилу пиляльної рами - потужністю 0,6 кВт.
Слід зауважити, що потужність електродвигунів для електропривода всіх механізмів лісопиляльної рами, а також швидкість двигунів залежить від модифікації лісопиляльної рами.
Крім лісопиляльних рам, для розпиляння деревини невеликих діаметрів на бруси і брусків на дошки застосовують круглопиляльні верстати. Найбільш досконалим є восьмипиляльний верстат. Він містить механізм різання і механізм подачі, а також гальмівний електромагніт та контакторну шафу, призначені для керування електродвигунами механізму різання, подачі та гальмо вашім електромагнітом. Механізм різання верстата приводиться в дію за допомогою асинхронного короткозамкненого двигуна потужністю 100 кВт, а механізм подачі — за допомогою асинхронного коротко замкненого двигуна потужністю 7 кВт.
Двобічне паралельно-повздожне обрізання кромок необрізаних дошок здійснюється двопиляльними обрізними верстатами. Зазвичай ці верстати розташовуються в основному потоці лісопиляльних цехів. На цих верстатах обрізають лісоматеріали прямокутного перерізу товщиною від 13 до 100 мм. Пиляльний вал верстата приводиться в дію асинхронним коротко замкненим електродвигуном потужністю 40 кВт. Пересування рухомої пили здійснюється за допомогою гідроциліндра, гільза якого зв’язана з рухомою кареткою пиляльного валу. Гідропривід пересування пили приводиться в рух асинхронним електродвигуном потужністю 2,8 кВт. Подача дошок до пили здійснюється п’ятьма привідними вальцями. Електропривід подачі дошок містить двошвидкісний асинхронний короткозамкнений двигун потужністю 1,7 або 2,8 кВт з відповідними швидкостями 1000 та 1500 об/хв. Всі асинхронні короткозамкнені електродвигуни верстата живляться від трифазної мережі змінного струму напругою 380 В.
Фрезерні верстати відносяться до універсального обладнання. На цих верстатах обробляють деталі із криволінійним контуром, щити і рамки за зовнішнім контуром; виробляють фальці, шпунти; здійснюють копіювальні і інші роботи. Фрезерні верстати поділяються на одно- і двошпиндельні, з ручною і механічною подачею виробу, що обробляється. Найбільше розповсюдження отримали одношпиндельні фрезерні верстати із вертикальним верхнім розташуванням шпинделя. Велика швидкість дереворіжучого інструменту фрезерного верстату досягається застосуванням асинхронних електродвигунів підвищеної частоти (до 400 Гц), якій відповідає швидкість до 24000 об/хв.. При використанні високо швидкісних електродвигунів фрезерні головки кріпляться безпосередньо на їх вал, тобто не потребують проміжної передачі. У сучасних фрезерних верстатах подача підготовленої деревини здійснюється за допомогою карусельного столу, що має регульований електропривід. В залежності від конкретного призначення фрезерного верстата для електропривода його механізмів використовують електродвигуни різних потужностей і швидкостей. Але головними є потири асинхронних короткозамкнених електродвигуна, що вмикаються в мережу змінного струму з частотою 100 Гц, і які приводять в дію фрезерні головки верстата, та асинхронний коротко замкнений електродвигун для електропривода гідронасосу, що вмикається в мережу змінного струму з частотою 50 Гц. Електродвигун гідронасосу може бути увімкнений в мережу тільки тоді, коли працюють фрезерні головки. Таку послідовність увімкнення забезпечує схема керування фрезерним верстатом. Останнім часом почали широко використовувати фрезерні головки, що вбудовуються в автоматичні і поточні лінії призначені для обробки вузлів та деталей виробів меблевих комбінатів та інших технологічних ліній деревообробних підприємств. Створені також спеціалізовані фрезерні верстати.
Фуговальні верстати призначені для обробки поверхні деталі, їх виконують одношпиндельними з ручною подачею та з двома ножевими валами; які фрезерують і вирівнюють два суміжні боки деталі, розташованих під прямим кутом. Електродвигуни привода ножевого валу мають підвищену швидкість, тому, зазвичай, вмикаються в мережу змінного струму з частотою 100 Гц. В умовах поточного і масового виробництва деталей фуговальні верстати мають роликову або конвеєрну подачу. Для електропривода подачі застосовують одно швидкісні або багатошвидкісні асинхронні короткозамкнені електродвигуни. Електродвигуни шпинделя і подачі зв’язані між собою взаємним блокуванням, тобто подача може бути увімкнена тільки тоді, коли працює шпіндель. Схема керування електроприводами фугувальних верстатів нескладна.
Рейсмусові верстати призначені для стругання дерев’яних деталей і виробів, головним чином щитових на заданий розмір за товщиною. Ці верстати завжди мають механічну подачу. їх поділяють на однобічні та двобічні. На однобічних рейсмусових верстатах надлишок матеріалу знімають з верхнього боку виробу, а на двобічних - одночасно з верхнього та нижнього боків. Верстат дозволяє проводити одночасно обробку декількох деталей з різницею за товщиною в межах 4 мм.
Для електропривода ножевого валу застосовуються асинхронний короткозамкнений електродвигун потужністю 20 кВт і швидкістю 3000 об/хв; асинхронна муфта ковзання з короткозамкненим асинхронним електродвигуном потужністю 1,7 кВт І швидкістю 1500 об/хв. Швидкість подачі деталі змінюється безступенево в межах від 5 до 30 м/хв. Швидкість механічного підйому стола також змінюється в межах 0,072- 0,432 м/хв..
Рейсмусовий верстат мас пристрій для заточування ножів. Для електроприводу цього пристрою, в склад якого входять абразивний круг і механізм поздовжньої подачі каретки з кругом, використовуються асинхронні короткозамкнені електродвигуни потужністю 0,27 кВт і швидкістю 3000 об/хв. Швидкість обертання абразивного кругу складає 2800 об/хв, а швидкість поздовжнього пересування каретки з кругом - 2,4 м/хв.
Схема керування верстатом забезпечує такі режими: режим нормальної роботи, режим фугування, заточки і зміни ножей.
Свердлильний і довбіжний верстати призначені для свердління отворів і створення різних за формою пазів і гнізд, що використовуються для шипових і болтових з’єднань дерев’яних виробів. Свердлильні верстати на яких роблять круглі отвори поділяють на одно- і багатошпиндельні. В одношпиндельних верстатах застосовується електропривід з пасовою передачею, що містить багатоступеневі шкиви, і дозволяє змінювати швидкість обертання свердла. Конструкція верстата суттєво спрощується, якщо свердло кріпиться безпосередньо до валу електродвигуна, швидкість якого можна регулювати. В багатошпиндельних верстатах електропривід шпинделів виконується: перший варіант - за допомогою трупи електродвигунів, що працюють на загальний вал, і далі через циліндричні шестерні з гвинтовим зубом зв’язаний зі шпинделями; другий варіант - кожний шпиндель безпосередньо з’єднується з окремим електродвигуном меншого габариту.
На свердлильно-пазових верстатах свердлять продовгуваті отвори і продовгуваті заглиблення. Це можливо тому, що крім поздовжньої подачі свердла уздовж осі здійснюється додаткова відносне пересування виробу поперек.
Для отримання пазів прямокутної форми застосовують ланцюгово-довбіжні верстати. Ріжучим інструментом в цих верстатах є замкнений фрезерний ланцюг, який приводиться в дію зірочкою, що зв’язана з електродвигуном шпинделя. Верстати випускають одно- і багатошпиндельні. В одношпиндельних верстатах виріб закріплюється на столі, а фрезуючий інструмент подасться на виріб на певну глибину паза. В багатошпиндельних верстатах навпаки виріб зі столом подається у напрямку ланцюгово-довбіжних головок. Схеми керування електроприводами свердлильних і одношпиндельних ланцюгово-довбіжних верстатів нескладні і потужність електродвигунів залежить від типу і конкретного призначення верстата. Наприклад, дев’ятишпиндельний пазовальний автомат, що вбудовується в напівавтоматичну лінію і може бути використаний також як самостійний верстат, має дев’ять електродвигунів потужністю 0,8 кВт, призначених для електроприводу шпинделів фрезерних головок. Асинхронні електродвигуни з короткозамкненим ротором вмикаються в мережу змінного струму напругою 220 В і частотою 300 Гц. Це дозволяє отримати швидкість біля 18000 об/хв. Живлення електродвигунів забезпечується від генератора трифазного струму підвищеної частоти. Для електроприводу подачі застосовується асинхронний електродвигун з короткозамкненим ротором потужністю 1 кВт і швидкістю 1500 об/хв. Він вмикається в мережу змінного струму частотою 50 Гц, напругою 220/380 В. Гідронасос приводиться в дію за допомогою асинхронного електродвигуна з короткозамкненим ротором, який вмикається в ту саму мережу, що і електродвигун приводу подачі.
Шипорізні верстати призначені для торцювання і виготовлення прямих шипів в стінках ящиків, дверних і віконних коробів, в стінках деталей меблів одночасно з двох боків і ін. В залежності від функцій, що викопують верстати їх поділяють на рамні І ящичні. Рамні верстати здійснюють вибірку провушин або шипів на кінцях деталей, ящичні - призначені для нарізання шипів в ящичних виробах. За кількістю одночасно оброблюваних боків виробу шипорізні верстати поділяються на: дво- І однобічні, їх розрізняють також по кількості шпинделів, по типу механізмів подачі і притискання виробів. Найбільше розповсюдження отримали шипорізні одно- і двобічні верстати, які мають ручну, автоматичну подачі каретки та конвейерну подачу виробів.
На сучасних рамних шипорізних верстатах встановлені чотири шпинделя з ріжучими головками. Асинхронні короткозамкнені електродвигуни привода головок безпосередньо зв’язані з ріжучим інструментом, кожний з яких змонтованний на окремому супорті, що обладнаний для вертикального, горизонтального і кутового пересування. Всі електродвигуни верстата вмикаються в мережу змінного струму частотою 50 Гц. Привід подачі каретки, наприклад, верстатів типу типу ШО 15 А здійснюється за допомогою сталевого тросу, який через редуктор зв’язаний з асинхронним короткозамкненим двигуном. Якщо для шипорізного верстата передбачена конвейерна подача заготовок, то для електроприводу конвейерного ланцюга застосовується асинхронний електродвигун потужністю 1,4 кВт, що мас чотири швидкості.
Ящичні шипорізні верстати виготовляють з ручною і автоматичною подачею. Існує шипорізний верстат, що призначений для вирізання напівтаємних шипів типу «ластівкін хвіст». Всі шипорізні верстати мають нескладні схеми керування, а в верстатах з автоматичною подачею передбачене залежне блокування. Розглянемо для прикладу електрообладнання і його призначення, що має двобічний шипорізний верстат-автомат, на якому здійснюється торцювання і вибірки прямих шипів в стінках ящиків, віконних коробів, в стінках деталей меблі одночасно з двох боків і ін. До нього відносяться два асинхронних короткозамкнених електродвигуни потужністю по 6 кВт кожний і швидкістю 3000 об/хв, що приводять в дію шипорізні головки; два асинхронних електродвигуна потужністю по 2,2 кВт кожний і швидкістю 3000 об/хв, призначених для приводу пиляльних супортів; асинхронний електродвигун потужністю 2-1,7 кВт і швидкістю 1000/1500 об/хв, призначений для приводу подачі, та електродвигун постійного струму паралельного збудження потужністю 1,5 кВт і швидкістю 1500 об/хв, призначений для приводу пересування колонки.
Контрольні запитання
- Які основні конструктивні елементи електропили та їх призначення?
- Чому для приводу електропил використовують високочастотні електродвигуни?
- Яке електрообладнання застосовують для обрізання сучків?
- В чому полягає різниця між сучкорізами типів РЕС і «Північ»?
- Які конструктивні типи стаціонарних сучкорізних машин існують?
- Перерахуйте основні конструктивні елементи сучкорізної машини роторного типу. Яке їх призначення?
- Поясніть принцип дії сучкорізної машини роторного типу.
- Які основні конструктивні елементи сучкорізної машини статорного типу і в склад яких напівавтоматичних ліній вона входить?
- Поясніть принцип дії сучкорізної машини статорного типу.
- Назвіть режими роботи електрообладнання напівавтоматичної лінії типу ПСЛ.
- Чому для електроприводу фрезерної головки сучкорізної машини статорного типу застосовують електричний двигун з маховиком?
- Призначення розкряжувальних агрегатів.
- Назвіть технологічний цикл розкряжувального агрегату.
- Яка потужність електродвигунів використовується для приводу основних механізмів напівавтоматичної лінії для розділення хлистів на сортименти?
- Який сучасний напрям розвитку напівавтоматичних ліній для розділення ХЛИСТІВ?
- Для чого призначені лісопиляльні рами і круглопиляльні верстати?
- Перерахуйте основні механізми лісопиляльних рам і круглопиляльних верстатів і яка потужність електродвигунів, що приводять в дію ці механізми?
- Призначення фрезерних верстатів. На які типи поділяються фрезерні верстати?
- Поясніть принципи дії механізмів фрезерного верстату І які електродвигуни використовують для електроприводу цих механізмів?
- Яке призначення фуговальних верстатів? Основні механізми цих верстатів?
- Які електродвигуни використовують для електроприводу механізмів фуговальних верстатів?
- Призначення рейсмусових верстатів. На які типи поділяються ці верстати?
- Яка потужність електродвигунів застосовується для електроприводів ножевого валу, подачі, підйому стола і ін.?
- Поясніть основне призначення свердлильних і довбіжних верстатів.
- На які типи поділяються свердлильні верстати?
- Чому на свердлильно-пазових верстатах можливо свердління продовгуватих отворів і заглиблень?
- Призначення ланцюгово-довбіжтних верстатів. Які типи цих верстатів випускає промисловість?
- Яка потужність і швидкість електродвигунів використовується для електроприводів шпинделів фрезерних головок, подачі, гідронасосу і ін.?
- Для чого призначені шипорізні верстати?
- На які типи поділяють шипорізні верстати в залежності від їх функцій та за числом одночасно оброблюваних боків?
- Які основні механізми рамних і ящичних шипорізних верстатів? Яка потужність електродвигунів використовуються для електроприводу цих механізмів?
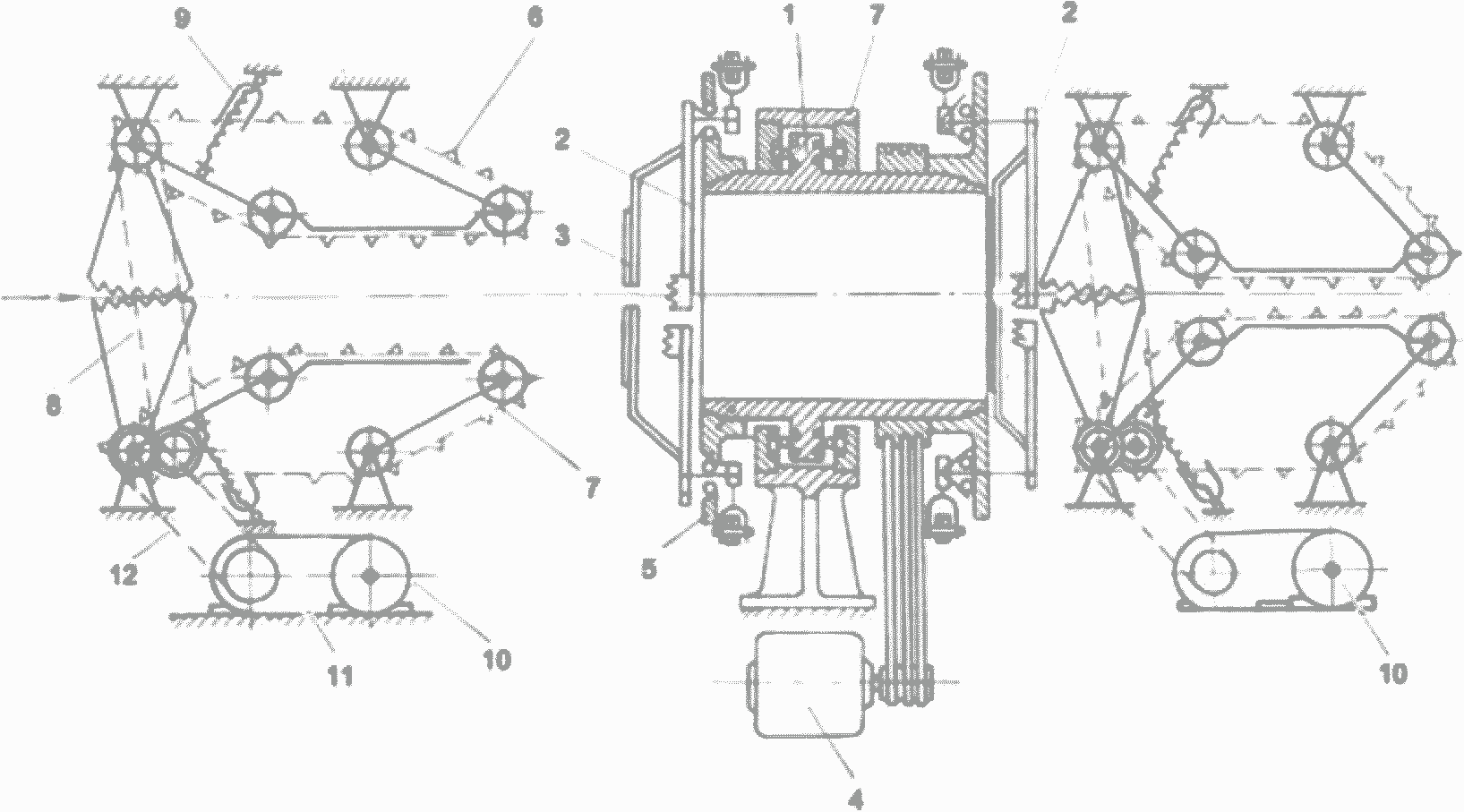
Рисунок 2.2. Кінематична схема сучкорізного верстата роторного типу