2.14. Ремонт сердечников, валов и вентиляторов
Существуют следующие неисправности сердечников: ослабление прессовки пакетов и посадки пакетов стали, распушение торцевых пакетов стали, оплавление отдельных участков стали и нарушение межлистовой изоляции.
Ослабление прессовки вызывает специфический шум, а иногда и вибрацию машины, что может привести к повреждению изоляции в зубцовой зоне. Степень прессовки определяют с помощью контрольного ножа (толщина лезвия — 0,1 - 0,23 мм). При удовлетворительной запрессовке стали лезвие ножа при сильном нажиме рукой не должно входить между листами более чем на 1 - 3 мм. Ослабление прессовки чаще всего наблюдается в зубцовой зоне роторов и статоров, поэтому в этих местах плотно забивают текстолитовые или гетинаксовые клинья, размеры которых соответствуют размерам зубца. При этом клинья должны располагаться на 2 – 3 мм ниже поверхности стали. Клинья покрывают лаком или клеем БФ-2, а соответствующий участок сердечника масляно-битумным лаком БТ-99.
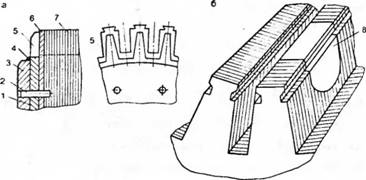
Рис. 2.39. Ремонт сердечников роторов и статоров: а — установка дополнительной нажимной шайбы с зубцами; б — установка заполнителя вместо вырубленного зубца сердечника; 1 — дополнительная нажимная шайба; 2 — стальной штифт; 3 — основная нажимная плита; 4 — сварной шов; 5 — зубец дополнительной шайбы; ? — утолщенный лист; 7 — листы сердечника; 8 — заполнитель
Сплавленные между собой листы высекают, а затем в образовавшуюся щель заливают лак БТ-99, кладут между листами пластинки из слюды толщиной 0,05 мм и покрывают этим же лаком. Если площадь повреждений значительная, высеченные зубцы заменяют заполнителем из стеклотекстолита (рис. 2.39, б). Заполнитель промазывают клеящим лаком БФ-2 и плотно укладывают между обмоткой и сталью.
При больших повреждениях сердечник подвергают перешихтовке, состоящей из следующих операций:
• расшихтовка;
• переизолировка листов активной стали;
• шихтовка;
• прессовка и испытания.
На ремонтных предприятиях перешихтовку сердечника выполняют редко, так как это очень дорогая и трудоемкая работа. Гораздо дешевле изготовить новый сердечник.
При эксплуатации электрических машин часто повреждаются валы. К наиболее характерным повреждениям относятся:
• износ посадочных поверхностей шеек валов;
Если прессовка стали ослабла по всему сердечнику ротора или якоря, снимают нажимную плиту сердечника, устанавливают по его концам листы текстолита или асбеста, имеющие форму листов стали, снова нажимную шайбу, прессуют сердечник и закрепляют шайбу.
Ремонт торцевых пакетов сердечника осуществляют путем установки дополнительной нажимной шайбы с зубцами (рис. 2.39, о).
• искривление;
• поломка.
Повреждения посадочных поверхностей составляют свыше 50 % общего числа повреждений валов ремонтируемых электрических машин. Они возникают в результате частых снятий и посадок деталей.
Посадочные поверхности валов ремонтируют шлифовкой, электронаплавлением металла и металлизацией. Если площадь повреждений превышает 20% посадочной поверхности, вал перетачивают на меньший диаметр или наплавляют слой металла, а затем обрабатывают до требуемого размера на токарном станке.
Стоимость изготовления вала для электрических машин мощностью до 100 кВт относительно невысокая. Сложными и дорогими являются операции выпрессовки поврежденного и запрессовки нового вала.
Правку искривленного вала выполняют на валоправочном стенде типа ВС-450.
Сломанный вал восстанавливают привариванием надставки или напрессовкой отломавшейся части.
Охлаждение электрических машин выполняется литыми, клепаными или сварными вентиляторами.
Повреждения литого или сварного вентилятора чаще всего происходят во время разборки и сборки машины.
В клепаных вентиляторах слабым местом являются участки выгиба лопастей. При ремонте таких вентиляторов повреждения устраняют путем приваривания лопастей.
Очищенную поверхность отремонтированного вентилятора покрывают двумя слоями лака.
Перед установкой вентилятора на ротор его подвергают балансировке.