Увлажнение верхней части остова характерно для вводов негерметичного исполнения. Влага проникает через неплотности контактных узлов и других частей маслорасширителя ввода. При этом в верхней части остова возможно возникновение ползущих разрядов и повышение температуры покрышки ввода в этих местах. На рис. 10 показана конструкция маслорасширителя негерметичного ввода 500 кВ, иллюстрирующая проникновение влаги в верхнюю часть ввода.
Одним из характерных видов дефектов вводов с усиленной внешней изоляцией (например, вводы 220 кВ зав. чертёжи 091 и 411) является повреждение фарфоровой покрышки ввода искровыми разрядами с нажимного кольца верхнего торца остова на внутреннюю поверхность фарфоровой покрышки.
В основном, такие вводы бракуются по результатам термографической диагностики, хроматографического анализа растворённых в масле газов и по результатам внешнего осмотра, измерениями диэлектрических характеристик изоляции дефект не обнаруживается.
На рис. 11 приведена термограмма наружной поверхности одного из таких вводов, которую можно рассматривать как характерную, на рис. 12 — фотографии верхней части ввода, внутренней поверхности фарфоровой покрышки в месте дефекта и канала пробоя фарфоровой покрышки.
Нижняя половина фарфоровой покрышки ввода 220 кВ цилиндрическая, высота незашунтированной части фарфора — 1200 мм, наружный диаметр тела покрышки — 330 мм, наружный диаметр рёбер — 510 мм.
Верхняя половина фарфоровой покрышки ввода 220 кВ коническая, высота незашунтированной части фарфора — 1200 мм, в нижней части наружный диаметр тела покрышки — 330 мм, наружный диаметр рёбер — 510 мм, в верхней части наружный диаметр тела покрышки — 250 мм, наружный диаметр рёбер — 420 мм.
Расчёты показывают, что на верхнюю коническую часть фарфоровой покрышки ввода приходится 53 % приложенного напряжения. Обычно повреждение фарфора обнаруживается под третьим или четвёртым ребром сверху. Соответственно, к участку "токоведущая труба-место дефекта" приложено 18,5 % или 25% приложенного напряжения, что для ввода 220 кВ составляет соответственно 27, 5 кВ и 36 кВ. В действительности, из-за подсушки части поверхности это напряжение может оказаться ещё большим.
В рассматриваемых вводах применены покрышки с усиленной изоляцией, их высота больше, чем у вводов с нормальной изоляцией, конструкция же остова такая же, как и у вводов с нормальной изоляцией.
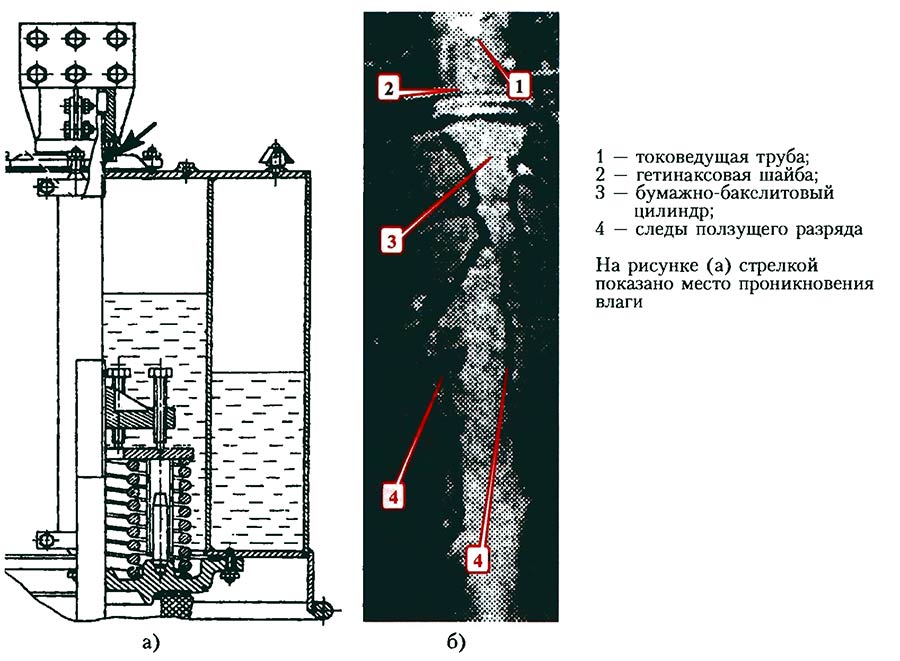
Рис. 10. Конструкция маслорасширителя негерметичного ввода 500 кВ, заводской чертеж №223-0-0 (а) и бумажно-бакелитовый цилиндр верхней части ввода, поврежденный ползущими разрядами (б)
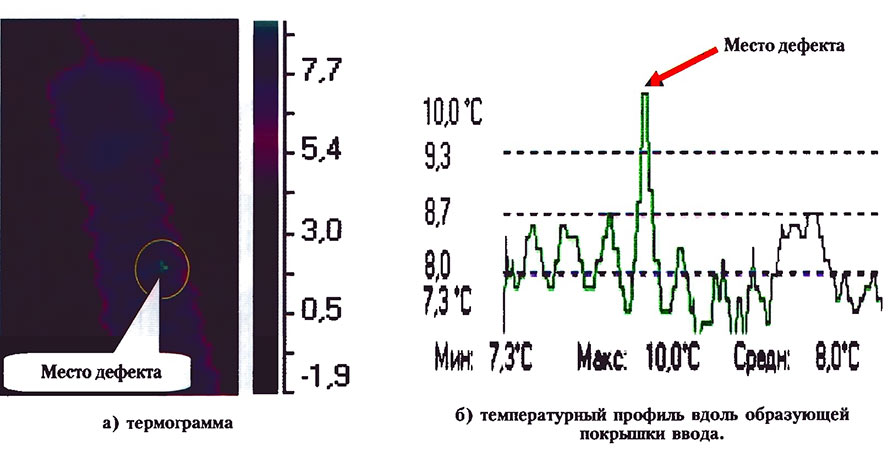
Рис. 11. Термограмма и температурный профиль ввода 220 кВ с пробоем фарфоровой покрышки
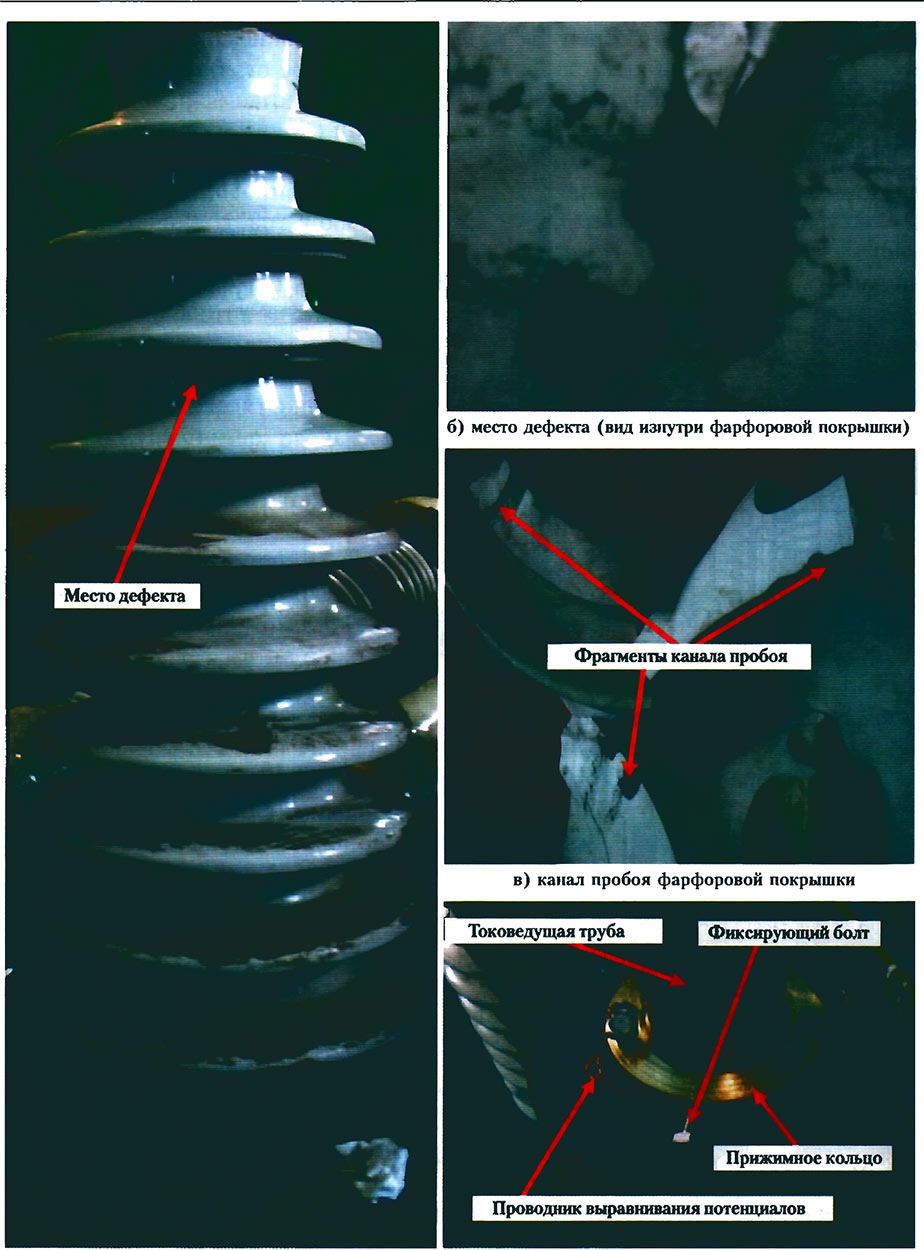
Рис. 12. Фотографии ввода 750 кВ с пробоем фарфоровой покрышки
6) место дефекта (вид изнутри фарфоровой покрышки)
в) канал пробоя фарфоровой покрышки
В результате, верхнее прижимное кольцо остова оказывается как раз на уровне 3— 4 ребра. Рассчитанное выше напряжение оказывается приложенным к изоляционному промежутку "масло-фарфор". Значительную часть этого промежутка шунтируют острые части головок фиксирующих болтов и проводника выравнивания потенциала прижимного кольца и токоведущей трубы ввода (см. рис. 12г). Приложенного напряжения вполне достаточно для возникновения разрядов с острых частей на внутреннюю поверхность фарфора. Токи этих разрядов не превышают долей миллиампера, однако их длительное воздействие вызывает электроискровую обработку поверхности, что приводит к образованию каверн на внутренней поверхности фарфоровой покрышки глубиной до 4 мм и диаметром около 40 мм (см. рис. 12б). В месте искрения фарфор растрескивается, через трещины начинает протекать значительно больший ток, что вызывает оплавление канала пробоя (см. рис. 12в). Температура в канале пробоя повышается, в масле появляются растворённые газы, характерные для нагрева и искровых разрядов.
Для устранения дефекта достаточно выполнить следующие мероприятия:
- укоротить фиксирующие болты;
- укоротить проводник выравнивания потенциалов и заправить его под прижимное кольцо;
- перенести узел прижимного кольца непосредственно к поддону головки ввода путём установки дистанционной втулки между прижимным кольцом и гетинаксовой шайбой изоляционного цилиндра ввода.