Металлы находят широкое применение в трансформаторостроении. Для обмоток, шин используют медь или алюминий. Из сталей изготавливают баки, опорные и крепежные детали и другие узлы трансформатора. Магнитопровод набирают из листов специальной кремнистой стали. Многие цветные металлы находят применение как антикоррозионные покрытия для черных металлов. В качестве примера приведены удельные поверхности (по отношению к массе масла) меди в трансформаторах различной мощности.
Таблица 1 - Удельная поверхность меди по отношению к массе масла в трансформаторах различной мощности
Мощность трансформаторов, кВА | Отношение полной поверхности всего обмоточного провода к массе масла, м2/кг | Мощность трансформаторов, кВА | Отношение полной поверхности всего обмоточного провода к массе масла, м2/кг |
300—500 | 0,136 | 120000 | 0,28 |
2500 | 0,061 | 144000 | 0,57 |
30000 | 0,072 | 183000 | 0,58 |
60000 | 0,030 | 240000 | 0,30 |
103000 | 0,059 |
Известно, что интенсивность каталитического действия металла в процессах окисления масел при прочих равных условиях зависит от размера поверхности металла.
Окисление нефтяных масел, в числе трансформаторных, в присутствии металлов изучено довольно подробно.
Наиболее активным катализатором окисления трансформаторного масла является медь. В отношении степени активности железа, алюминия, никеля, цинка, олова мнения отдельных исследователей расходятся. Это можно объяснить, с одной стороны, различием условий окисления масла, с другой — неодинаковой чувствительностью масел различного углеводородного состава к влиянию тех или иных металлов.
Весьма активно ускоряет окисление масла также медно-фосфористый припой (таблица 1). Другие металлы, применяемые в трансформаторостроении, — алюминий, сталь, олово, сплав олова со свинцом, кадмий, никель,— мало влияют на окисляемость масла.
Таблица 2 - Влияние металлов на окисление трансформаторного масла
Металл | Показатели качества масел после 1000 ч окисления при 95 °С | ||||||
Кислотное число, мг КОН на 1 г масла | Содержание водорастворимых кислот, мг КОН на 1 г масла | Осадок, % | tg δ при +70 °С, 10-2 | ||||
Масло из смеси бакинских нефтей | |||||||
Отсутствие металла | 0,05 | 0,01 | 0,06 | 5,9 | |||
Медь | 1,60 | 0,40 | 1,34 | 19,0 | |||
Сталь оцинкованная | 0,09 | 0,02 | 0,02 | 8,0 | |||
Алюминий | 0,05 | 0,01 | 0,07 | 8,0 | |||
Сталь трансформаторная | 0,06 | 0,01 | — | 5,8 | |||
Оловянно-свинцовый припой | 0,08 | 0,01 | 0,07 | 10,0 | |||
Медно-фосфористый припой | 0,52 | 0,05 | 0,60 | 16,0 | |||
Ст2 | 0,06 | 0,01 | 0,08 | 7,3 | |||
Кадмий | 0,07 | 0,02 | 0,03 | 7,7 | |||
Никель | 0,07 | 0,02 | 0,05 | 8,1 | |||
Олово | 0,07 | 0,02 | 0,04 | 9,2 | |||
Хром | 0,11 | 0,03 | 0,03 | 12,5 | |||
Масло из сернистых нефтей (S=0,5%) фенольной очистки с присадкой 0,2% ионола | |||||||
Отсутствие металла | 0,03 | 0,02 | 0,10 | 2,9 | |||
Медь | 0,56 | 0, 17 | 0,30 | Более 100 | |||
Сталь оцинкованная | 0,04 | 0,02 | 0,12 | 7,3 | |||
Оловянно-свинцовый припой | 0,11 | 0,02 | 0,13 | 3,2 | |||
Meдно-фосфористый припой | 0,66 | 0,09 | 0,40 | Более 100 | |||
Ст2 | — | 0,02 | 0,15 | 11,7 | |||
Кадмий | 0,03 | 0,01 | 0,08 | 3,3 | |||
Никель | 0,06 | 0,02 | 0,07 | 5,7 | |||
Олово | 0,05 | 0,02 | 0,06 | 3,8 | |||
Хром | 0,12 | 0,02 | 0,01 | 12,4 | |||
Хромированные стали и сплавы на основе титана индеферентны как катализаторы окисления масла.
Следует заметить, что tg δ масла является наиболее чувствительным параметром, позволяющим оценить влияние металлов на окисляемость масла; кислотные числа масел после окисления в присутствии каталитически малоактивных металлов практически не различаются, в то время как tg δ масел разнятся заметно.
В присутствии медного провода, плотно обмотанного несколькими слоями кабельной бумаги, наблюдаются меньшие изменения показателей масла, чем при таком же проводе, но без бумажной изоляции (рисунок 1). Это связано с ухудшением условий диффузии масла к поверхности меди через слой бумаги, а также с влиянием процессов адсорбции продуктов окисления масла бумагой.
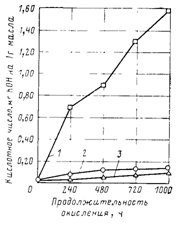
1 — масло + медный провод без изоляции; 2— масло + медный провод с бумажной изоляцией; 3 — масло без медного провода
Рисунок 1 - Окисление трансформаторного масла из бакинских нефтей в присутствии медного провода, покрытого бумажной изоляцией, и такого же провода без изоляции (окисление в статических условиях при температуре 95 °С)
Активность меди в качестве катализатора окисления зависит от состояния ее поверхности.
Таким образом, при оценке воздействия металлов на процесс окисления трансформаторного масла следует принимать во внимание конкретные условия его работы в аппаратуре.
Не только металлы в чистом виде, но и их производные: окислы и соли органических кислот — мыла — способны ускорять окисление трансформаторных масел, при этом в ряде случаев повышается tg δ масла (таблица 3).
Таблица 3 - Влияние добавки мыл различных кислот на окисляемость трансформаторного масла из эмбенских нефтей (массовая концентрация мыл 0,001% по металлу)
Масло | Показатели качества масла после окисления по ГОСТ 981-80 | |||
Общая стабильность | Склонность к образованию низкомолекулярных кислот | |||
Кислотное число окисленного масла, мг КОН на 1 г масла | Осадок после окисления, % | Летучие, мг КОН на 1 г масла | Нелетучие, мг КОН на 1 г масла | |
Без добавок | 0,14 | 0 | 0,010 | 0,004 |
С добавкой: | ||||
ацетата меди | 1,02 | 0,13 | 0,072 | 0,080 |
нафтената меди | 0,95 | 0,14 | 0,064 | 0,077 |
пальмитата меди | 0,75 | 0,06 | 0,090 | 0,041 |
ацетата железа | 0,40 | 0,04 | 0,048 | 0,022 |
нафтената железа | 0,62 | 0,09 | 0,114 | 0,064 |
пальмитата железа | 0,73 | 0,07 | 0,130 | 0,065 |
Долгое время существовало мнение, что медь и железо, взятые при определенных соотношениях их поверхностей, так же как и смеси мыл этих металлов, в большей степени ускоряют окисление масла, чем каждый из этих металлов или мыл в отдельности. Однако исследования показали, что это справедливо лишь для малоочищенных масел. В случае окисления масел глубокой или даже средней степени очистки синергизм действия медных и железных мыл менее значителен (таблица 4). В случае металлов (не мыл), это, очевидно, объясняется тем, что каталитическая активность меди в процессе окисления масла велика и одновременно присутствие железа практически не оказывает влияния на скорость и глубину окисления.
Таблица 4 - Влияние добавки смеси нафтенатов металлов на окисляемость трансформаторных масел
Катализатор | Показатели масла после окисления по методу МЭК (164 ч, 100°С) | |||||||
Масло неглубокой очистки | Масло средней очистки | Масло глубокой очистки | ||||||
О | К | О | К | О | К | О | К | |
Нафтенат меди, массовая концентрация 0,001 % (по металлу) | 0,20 | 0,70 | 0,17 | 0,45 | 0,12 | 0,41 | 0,14 | 1,05 |
Нафтенат меди + нафтенат железа, массовая концентрация каждого 0,0005% (по металлу) | 0,51 | 1,00 | 0,30 | 0,61 | 0,11 | 0,40 | 0,20 | 1,11 |
Медный провод (диаметр 1 мм, длина 305 мм) | 0,22 | 0,75 | 0,08 | 0,27 | 0,02 | 0,11 | 0,07 | 0,75 |
Примечание: О — массовое содержание осадка, %; К — кислотное число масла, мг КОН на 1 г масла.
При 110°С различные мыла в процессе окисления углеводородов различного строения обладают неодинаковой активностью.
Таблица 5 - Активность катализаторов в различных углеводородах
Углеводороды | Катализатор | Степень окисления, мл О2 |
Парафиновые с длинными боковыми цепями | Отсутствует | 0,25 |
Стеарат меди | 0,25 | |
Стеарат железа | 4,9 | |
Стеарат кобальта | 4,9 | |
Тетралин | Отсутствует | 12 |
Стеарат меди | 125 | |
Стеарат железа | 190 |
Вопрос о причинах различной каталитической активности металлов в процессе окисления масла нельзя считать полностью ясным. Наиболее изучен механизм каталитического действия металлов с переменной валентностью.
Последние в зависимости от их валентного состояния могут либо присоединять, либо отдавать один электрон какой-либо валентно насыщенной частице. Это приводит к образованию свободных радикалов, которые инициируют возникновение цепной реакции окисления.
Более высокая каталитическая активность меди по сравнению с железом связана с большей термолабильностью первой, благодаря чему медь скорее переходит в растворимое в масле состояние. В результате ускоряется взаимодействие меди с перекисными соединениями и происходит дальнейшее развитие окислительного процесса.
Приведенные выше данные показывают, что из всех металлов, применяемых в трансформаторостроении, наиболее активными катализаторами окисления масла следует считать медь и ее сплавы. Алюминий, сталь, цинк, олово и его сплавы, кадмий, никель, хром незначительно ускоряют окисление трансформаторного масла. Производные металлов — окислы и соли органических кислот — мыла — в большинстве случаев является более активными инициаторами окисления масла, чем сами металлы.
В условиях, моделирующих работу масла в герметичных трансформаторах (при отсутствии кислорода над поверхностью масла), металлы, как этого и следовало ожидать, практически не оказывают влияния на изменения качества масла (таблица 6). Некоторое увеличение tg δ масла происходит за счет образования мыл при реакции металла с кислородсодержащими соединениями масла.
Таблица 6 - Влияние металлов на старение трансформаторного масла в отсутствие кислорода (температура 95°С)
Металл | Показатели масла после 1000 ч старения | |||
Цвет (условные единицы) | Кислотное число, мг КОН на 1 г масла | Содержание водорастворимых кислот, мг КОН на 1 г масла | tg δ при температуре +70°C, 10-2 | |
Масло без металла | 100 | 0,01 | Отсутствует | 1,0 |
Медь | 100 | 0,01 | Отсутствует | 9,3 |
Ст2 | 100 | 0,01 | Отсутствует | 3,9 |
Трансформаторная сталь | 100 | 0,01 | Отсутствует | — |