Магнитопроводы трансформаторов I—II габаритов с прессовкой стержней и ярм шпильками собирают на сборочном столе сварной конструкции (рисунок 1). Две стойки 1, изготовленные из металлических уголков, соединены стальной рамой 2. Сверху поперек рамы установлены швеллеры 3 на расстоянии, соответствующем длине ярмовых балок 8. В швеллерах 3 имеется по два овальных паза, в которые закладывают стальные полосы 4, служащие опорой для сборочных оправок 5. По концам рамы 2 установлены полки 6, на которые перед сборкой раскладывают пластины магнитопровода. Под полками имеются выдвижные ящики 7 для хранения инструмента и крепежных деталей.
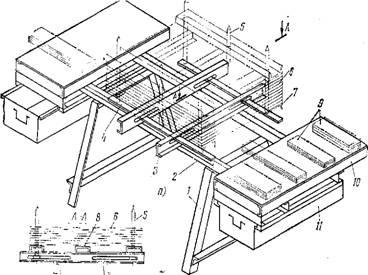
а — общий вид сборочного стола, б — разрез верхней части стола; 1 — стойки, 2 — рама, 3 — раздвижные швеллеры, 4 — опорная полоса, 5 — технологические оправки. 6 — полка, 7 — ящик, 8 — ярмовая балка, 9 — промежуточный швеллер-опора, 10 — пластины магнитопровода, 11 — магнитопровод
Рисунок 1 - Сборка магнитопроводов трансформаторов I—II габаритов
Пластины магнитопровода, прошедшие полную технологическую обработку, укладывают по пакетам в порядке, удобном для сборки, вместе с крепежными деталями, скомплектованными с изоляцией.
Магнитопроводы трансформаторов мощностью до 320 кВА собирает один рабочий-сборщик, более крупных — два сборщика. Рабочие-сборщики обычно располагаются со стороны укладки верхнего и нижнего ярм.
Сборка магнитопровода начинается с установки на раздвижные швеллеры 3 (см. рисунок 1) ярмовых балок 6 с расстоянием между ними в соответствии с чертежом. Между балками 8 строго в горизонтальной плоскости устанавливают промежуточные опоры 9, тщательно подбирая их высоту, равной высоте ярмовых балок. Назначение опор — избежать возможного провисания пластин стержня при сборке. На ярмовые балки укладывают изоляцию из электрокартона (ее иногда называют «мостом»).
В отверстия ярмовых балок вставляют стальные оправки 5 до упора в пластины 4, после чего приступают к шихтовке активной стали. При шихтовке шпилечных магнитопроводов, которые стягиваются (прессуются) шпильками, пропущенными через активную сталь, необходимо обеспечить точное совпадение отверстий в пластинах, через которые будут проходить шпильки. Если этого не сделать, возможно повреждение кромок отверстий при установке шпилек, что может привести к «пожару» в стали. Технологические оправки 5 позволяют избежать несовпадения отверстий, точно фиксируя положение каждой пластины. Укладку активной стали выполняют в порядке и последовательности, указанной в чертеже схемы шихтовки.
Шихтовку производят в два листа, однако для трансформаторов I габарита иногда допускают шихтовку и в три листа. В процессе шихтовки пластины подбивают (выравнивают) деревянными или медными бойками для ликвидации зазоров или набегания (нахлеста) одной пластины на другую. Зазоры между пластинами должны быть минимальными и одинаковыми по ширине пластины. Правильность шихтовки периодически проверяют измерением по Диагонали расстояния между отверстиями (рисунок 2, а, б), а толщину каждого пакета — штангенциркулем. После сборки второго или третьего пакета между пластинами кладут ленты заземления и продолжают укладку остальных пакетов, проверяя отсутствие перекоса (смещения) верхних пакетов относительно нижних. На рисунке 2, в показано сечение однофазного магнитопровода, пакеты которого смещены из-за неправильной сборки. По одной диагонали получится зазор между расчетной окружностью стержня (или цилиндром обмотки) плюс 5 мм, а по другой — пакеты будут иметь выступ за цилиндр до 5 мм. На рисунке 2, г, д показан результат продольного перекоса пакетов. Магнитопровод, собранный с таким перекосом, встанет в бак неправильно, а обмотки не будут всей плоскостью опираться на ярмовую изоляцию.

а — неправильное положение пластин при шихтовке, б — правильное положение, в — смещение пластин по ширине пакета, г — смещение пакетов по длине при сборке, д - то же, при установке в бак; 1 — магнитопровод, 2 — контрольная пластина, 3 — плоскость стола, 4 — дно бака
Рисунок 2 - Возможные ошибки при сборке магнитопровода
После проверки толщины всего магнитопровода укладывают изоляцию («мосты»), а на нее — ярмовые балки. Далее последовательно вынимают оправки и в отверстие вставляют стяжные шпильки с бумажно-бакелитовыми трубками и шайбами. На один конец шпильки предварительно навертывают и раскернивают гайку. На другой конец надевают последовательно электрокартонную и стальную шайбы и навертывают гайку, слегка стягивая магнитопровод. После этого окончательно подбивают пакеты магнитопровода и затягивают шпильки до номинального размера ярма, начиная со средних отверстий во избежание образования волны между балками. Шпильки, как правило, затягивают гайковертом. К нижним ярмовым балкам прикрепляют опорные планки. Собранный магнитопровод зачаливают за верхнюю балку, поднимают в вертикальное положение, снимают со стола и ставят на пол. На магнитопровод устанавливают угольники, подъемные шпильки (если они предусмотрены конструкцией), прессующие винты и др.
Магнитопроводы трансформаторов III габарита собирают па двух козлах, на которые поперек укладывают ярмовые балки, опорные подкладки (швеллеры) и планки для опоры технологических оправок. Пластины стали раскладывают на стеллажах, поставленных с двух или с четырех сторон магнитопровода, и сборку ведут аналогично сборке более мелких трансформаторов.
После окончания прессовки магнитопровод поднимают одновременно за верхние и нижние ярмовые балки двумя крюками одного подъемного крана или двумя кранами. Постепенно опуская один крюк и поднимая другой, магнитопровод поворачивают в вертикальное положение и ставят на пол.
Сборка крупных магнитопроводов принципиально не отличается от сборки мелких. Однако для них используют специальные стенды-кантователи, предохраняющие магнитопроводы от деформаций и повреждений.
Завершающей операцией по сборке магнитопровода является его отделка. Перед отделкой нижнее ярмо магнитопровода укрывают чехлом для предупреждения попадания посторонних предметов между пакетами. Устанавливают прессующие шпильки, винты и другие детали согласно чертежу; проверяют свободный ход винтов для прессовки вручную или (при необходимости) ключом.
Тщательно зачищают контактные поверхности мест присоединения и устанавливают заземляющие ленты. Все замковые пластины на деталях и узлах, не подлежащих разборке при насадке обмоток и не требующие дополнительной подтяжки после сушки активной части, должны быть застопорены. Загрязненные места должны быть зачищены стеклошкуркой; места повреждений лакокрасочных покрытий зачищены, обезжирены и подкрашены краской соответствующего цвета и марки. По окончании этих работ проводится контроль вертикальности магнитопровода с помощью отвеса. Отклонение от вертикали не должно превышать 1,5 мм на 1 м высоты.
С помощью мегомметра проверяют состояние изоляции ярмовых балок, прессующих шпилек, пластин и других деталей, которые Должны быть изолированы от активной стали. Обнаруженные замыкания должны быть устранены. После окончания всех работ магнитопровод продувают сжатым воздухом; на левом конце верхней полки ярмовой балки четко наносят заводской номер. Окончательно проверяют внешний вид магнитопровода, состояние краски и правильность установки заземления.