Насадка обмоток трансформаторов III и IV габаритов напряжением 35 кВ значительно сложнее насадки обмоток трансформаторов I и II габаритов. В трансформаторах III габарита применяют винтовые и непрерывные обмотки, намотанные на жесткие бумажно-бакелитовые цилиндры, в трансформаторах IV габарита используют винтовые и непрерывные обмотки. Изоляционные цилиндры выполняют «мягкими» из электроизоляционного картона обычно толщиной 1,5—2 мм.
Укладка нижней уравнительной и ярмовой изоляций
До укладки изоляций и насадки обмоток необходимо точно определить стороны ВН и НН магнитопровода. В случае неверного определения сторон все обмотки могут быть развернутыми на 180° относительно магнитопровода, что сделает невозможной дальнейшую сборку трансформатора. Для определения сторон магнитопровода пользуются чертежами сборки отводов или чертежом магнитопровода. По расположению и количеству отверстий на ярмовых балках магнитопровода определяют, относится балка к стороне ВН или НН. Отверстия в балках служат для установки буковых планок и крепления отводов.
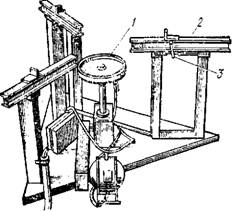
Укладку нижней изоляции начинают с укладки уравнительной изоляции 1 (рисунок 1); она образуется пластинами, к которым с двух сторон приклепаны прокладки. Пластины имеют форму сегмента или подковы. Диаметр наружного очертания пластин по дуге окружности должен быть несколько больше наружного диаметра обмотки ВН.

1 — уравнительная изоляция, 2 — ярмовая изоляция, 3 — «мягкий» цилиндр, 4 — приспособление для затяжки «мягкого» цилиндра, 5 — отметка места окончания расшихтовки, 6 — ремень для стяжки верхней части стержня, 7 — вертикальная стяжная пластина, 8 — полоса электрокартона, 9 — стеклобандажная лента, 10 — электрокартонный щиток
Рисунок 1 - Укладка изоляции трансформатора IV габарита
Уравнительная изоляция является опорой для обмоток, поэтому нижние плоскости ее прокладок должны плотно прилегать к полкам ярмовых балок. Если балки перекошены или смещены из-за неточности их изготовления, толщину прокладок изоляции подгоняют по месту так, чтобы обеспечить опорную плоскость для обмоток на уровне выступа ярма магнитопровода.
Ширина прокладок у уравнительной изоляции такая же, как и у ярмовой. Толщина прокладок, расположенных с той и другой стороны пластины, неодинакова: канал, образуемый прокладками со стороны полки ярмовой балки, меньше канала, обращенного к ярмовой изоляции. С этой стороны между пластиной уравнительной изоляции и шайбой ярмовой изоляции в промежутках между их прокладками выводят концы обмоток НН.
Па уравнительную изоляцию укладывают ярмовую изоляцию 2; она представляет собой электрокартонную шайбу с приклепанными прокладками из прессованного электрокартона. Прокладки приклепывают заклепками из электрокартона. Приклепку делают не сквозной, так как сквозная приклепка снижает электрическую прочность изоляционной конструкции. В шайбе иногда предусматривают вырезы для прохода концов обмотки НН, иногда шайбу делают разрезной с вынимающимся сектором в зоне расположения концов обмотки.
Ярмовую изоляцию надевают на стержень магнитопровода и осторожно опускают на прокладки уравнительной изоляции так, чтобы вырез в шайбе для вывода концов обмотки располагался на соответствующей стороне магнитопровода, а прокладки располагались по одной оси. Смещение прокладок изоляции из-за неточности изготовления не должно превышать 3—5 мм. При большем смещении прокладки не будут достаточно надежной опорой для обмоток, так как вертикальные столбы электрокартонных прокладок должны устанавливаться строго посередине прокладок изоляции. Несовпадение прокладок ярмовой и уравнительной изоляций ухудшит установку обмоток, что недопустимо.
Уложив ярмовую изоляцию, укладывают электрокартонные щитки 10, закрывающие ярмо магнитопровода. В трансформаторах III и IV габаритов на стержни магнитопровода устанавливают фасонные буковые планки и круглые буковые стержни с вырезами под стальные бандажи или бандажи из стеклобандажной ленты 9. Буковые планки и стержни проходят вдоль всего стержня магнитопровода, придают его сечению форму круга и обеспечивают этим надежную опору для обмотки при механических усилиях в радиальном направлении.
Намотка «мягких» электрокартонных цилиндров
В обмотках IV габарита применяют «мягкий» электрокартонный цилиндр, который собирают из нескольких листов электрокартона толщиной 1,5—2 мм. Установленные листы электрокартона должны плотно прилегать один к другому. Предварительно листы вальцуют на специальных вальцах. При намотке электрокартонных цилиндров необходимо следить, чтобы каждый последующий лист перекрывал предыдущий не менее чем на 60—100 мм, что обеспечит достаточную электрическую прочность полученного слоя электрокартона. Перекрытия соседних листов («стыки») должны находиться в полях между рейками.
По окончании намотки все слои «мягкого» цилиндра закрепляют киперной лентой и устанавливают приспособление для его затяжки (рисунок 2). Приспособление состоит из барабана 1 сварной конструкции с валом 2, соединенным шпонкой 3 с шестерней 4 червячного редуктора. На барабане фиксатором 5 закреплена хлопчатобумажная веревка. С противоположной стороны на валу червяка 6 насажена рукоятка 7 (для намотки веревки на барабан).
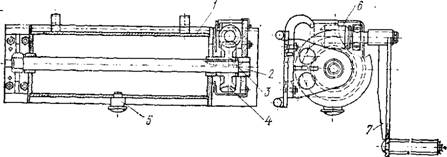
1 — барабан, 2 — вал, 3 — шпонка, 4 — шестерня червячного редуктора, 5 — фиксатор, 6 — червяк, 7 — рукоятка
Рисунок 2 - Приспособление для затяжки «мягкого» электрокартонного цилиндра
Для затяжки листов электрокартона, из которых намотан цилиндр, приспособление устанавливают на цилиндре, располагая его вдоль оси. Затем закрепляют один конец веревки на неподвижной части корпуса и приспособления, а другой — на фиксаторе барабана. При вращении рукоятки червяк приводит во вращение шестерню, а вместе с ней и вал. Барабан, вращаясь, наматывает веревку, которая затягивает листы цилиндра. По мере затяжки веревки по всей высоте цилиндра листы уплотняют ударами деревянного молотка. Цилиндр закрепляют киперной лентой по высоте в нескольких местах, после чего снимают приспособление.
Проверка осевого размера обмоток
Обмотки доставляют на сборку стянутыми в осевом направлении до размера, указанного на чертеже. В обмоточном цехе обмотки стягивают и запрессовывают между двумя круглыми стальными плитами 3 и 6 (рисунок 3), которые в свою очередь стягивают стальными шпильками 2. Перед прессовкой между плитами и обмоткой размещают буковые планки 5 одинаковой высоты. Это делают для того, чтобы вертикальные рейки, длина которых равна высоте обмотки в незапрессованном состоянии и которые в процессе стяжки выступают из обмотки, не упирались в стальные плиты, что могло бы вызвать повреждение обмотки.
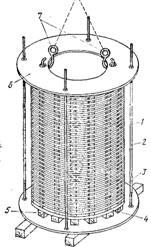
1 — обмотка, 2 — шпилька, 3 — нижняя плита, 4 — опорное электрокартонное кольцо, 5 — планка, 6 — верхняя плита, 7 — подъемные крюки
Рисунок 3 - Обмотка перед снятием верхней стальной плиты после распрессовки
Для подъема и перевозки запрессованных обмоток применяют специальное приспособление (рисунок 4). В стальное кольцо 1 вплетены стальные тросы 2, на концах которых имеются захваты 3. Для подъема обмоток кольцо насаживают на крюк крана; прорези захватов вставляют в стальную плиту 5 так, чтобы расположение захватов по окружности плиты было равномерным.
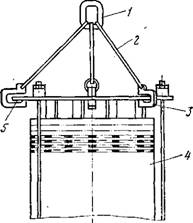
1 — кольцо, 2 — трос, 3 — захват, 4 — обмотка, 5 — плита
Рисунок 4 - Приспособление для подъема и перевозки обмотки
Обмотка в запрессованном виде имеет осевой размер, который должен быть у нее после насадки и прессовки на магнитопроводе. Поэтому до насадки обмотки проверяют ее осевой размер в запрессованном виде. Этот размер указывают на специальной полоске электрокартона, прикрепленной со стороны выхода концов обмотки. На этой полоске также указывают номера заказа трансформатора и расчетной записки, по которой производилась намотка обмотки. На полоске контролер подписывается и ставит штамп.
Проверка обмоток на отсутствие виткового замыкания и обрыва
Обмотки трансформатора поступают на сборку непропитанные или после пропитки их лаком и запекания. Концы непропитанных обмоточных проводов зачищают ножом, пропитанных — обжигают пламенем газовой горелки, а затем зачищают ножом и стеклянной шкуркой.
Если подготовляют к насадке непрерывную обмотку, намотанную из нескольких параллельных проводов, или винтовую обмотку, имеющую групповую и общую транспозиции проводов, то до распрессовки обмотки проверяют на отсутствие обрыва проводов, а также замыкания между ними. Винтовые обмотки, имеющие равномерно распределенную транспозицию проводов, проверяют только на отсутствие обрыва проводов. Проверять обмотки на отсутствие замыкания до распрессовки необходимо потому, что после распрессовки замыкание между параллельными проводами витков может исчезнуть, так как обмоточные провода несколько изменят свое относительное положение.
Отсутствие замыканий между параллельными проводами обмотки определяют мегомметром напряжением 1000 В. Для этого концы параллельных проводов разводят так, чтобы в месте их выхода из обмотки между ними не было замыканий. На рисунке 5, а показана схема проверки обмоток НН на отсутствие коротких замыканий между параллельными проводами. Провод 3 мегомметра 1 присоединяют к одному из нижних концов 1'—5' параллельных проводов обмотки, а другим его проводом 2 поочередно касаются верхних концов 1—5 всех проводов обмотки. Таким образом определяют отсутствие замыкания между одним и остальными параллельными проводами.
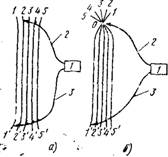
а — на отсутствие коротких замыканий между параллельными проводами, б — на отсутствие обрыва проводов; 1 — мегомметр, 2, 3 — провода мегомметра
Рисунок 5 - Схема проверки обмоток НН
Мегомметр должен только один раз показать короткое замыкание. Это произойдет в тот момент, когда при обходе верхних концов проводов конец мегомметра коснется провода, который внизу соединен с другим его концом. Если же при обходе верхних концов окажется, что мегомметр показывает еще раз короткое замыкание, это укажет на замыкание между параллельными проводами. Место замыкания определяют на испытательной станции. Повреждение следует устранить до насадки обмотки.
Для определения отсутствия обрыва проводов (рисунок 5, б) зачищенные верхние концы 1—5 параллельных проводов обмотки собирают в один пучок 0 так, чтобы между ними был надежный контакт, а нижние концы 1'—5' оставляют разведенными.
Присоединив провод 2 мегомметра к верхнему пучку 0 проводов, провод 3 мегомметра поочередно соединяют с каждым из нижних концов обмотки 1'—5'. Во всех случаях мегомметр должен показать короткое замыкание. Если же он покажет большое сопротивление, значит, данный провод обмотки оборван.
Обработка обмоток перед насадкой
После проверки на отсутствие обрыва и замыкания между параллельными проводами обмотки НН распрессовывают. Для этого последовательно ослабляют затяжку гаек на стяжных шпильках, отвертывают гайки и снимают краном с обмотки верхнюю плиту.
Сняв буковые планки с опорного кольца обмотки, обрубают лишнюю длину электрокартонных реек в верхней части обмотки с помощью молотка и стамески. Рейки обрубают не вровень с верхним торцом опорного кольца обмотки, а на уровне половины этого кольца. Так делают потому, что даже хорошо просушенная обмотка после сушки активной части трансформатора вновь несколько уменьшается в осевом направлении. Если рейки обрубить на уровне верхнего торца опорного кольца, то после сушки активной части они будут упираться в изоляционные детали, устанавливаемые сверху на обмотку, и препятствовать ее прессовке.
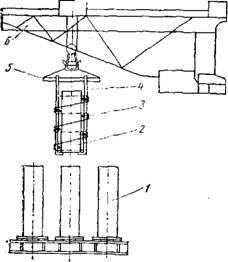
Внизу рейки обрубают на 5—6 мм выше торца нижнего опорного кольца. Для удобства обрубки лишней длины реек в нижней части обмотки и для осмотра перед насадкой обмотки III габарита устанавливают на подставку. Для осмотра обмоток IV габарита используют установку, показанную на рисунке 6. Она состоит из механизма подъема рабочей площадки 1 и трех подставок 2 для установки обмотки. Подставки могут перемещаться по направляющим в зависимости от диаметра обмоток. Фиксирование полок в одном из положений осуществляют фиксатором 3.
1 — механизм подъема рабочей площадки, 2— подставка для установки обмотки, 3 — фиксатор
Рисунок 6 - Установка для осмотра обмоток
При внешнем осмотре изоляцию обмотки проверяют на отсутствие механических повреждений, посторонних предметов в каналах между катушками, на параллельность вертикальных реек, скрепляющих электрокартонные прокладки обмотки. Проверяют правильность выполнения переходов обмоточного провода из катушки в катушку, обращая особое внимание на его плотное прилегание к обмотке в месте перехода. Обнаруженные дефекты устраняют. При осмотре обмоток IV габарита также проверяют размеры внутреннего (по рейкам) и наружного диаметров обмотки. Эллипсность обмотки допускается в пределах допуска на ее диаметр.
Насадка обмоток
Для насадки обмоток на стержни магнитопровода применяют специальное подъемное приспособление, состоящее из траверсы и тяг. Размер и конструкция траверс зависят от массы и размера обмоток. Для насадки обмоток III и IV габаритов (диаметром до 100 мм) обычно используют двухлучевую траверсу (рисунок 7). Это несложная сварная конструкция, состоящая из рамы 3 и лучей 4 траверсы. Толщина лучей траверсы определяется ее грузоподъемностью и обычно не превышает 20 мм. Оба луча имеют равное количество одинаково расположенных гнезд 8, в каждое из которых можно установить крюк 5 для подъемной тяги 7. Перемещая крюки на одинаковое расстояние от середины траверсы, подбирают необходимое положение тяг для подъема обмотки определенного диаметра. Перемычка 2 заканчивается отверстием с ушком 1, служащим для насадки траверсы на крюк подъемного крана.
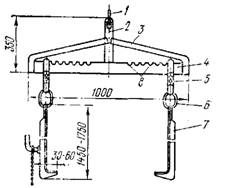
1 - ушко, 2 — перемычка, 3 — рама, 4 — луч траверсы, 5 — крюк, 6 - кольцо, 7 - подъемная тяга, 8 — гнезда
Рисунок 7 - Двухлучевая траверса для насадки обмоток
Для подъема и насадки обмоток на стержень магнитопровода с помощью двухлучевой траверсы подбирают соответствующий комплект из двух одинаковых подъемных тяг. Подъемная тяга — это конструкция, предназначенная только для подъема и насадки обмоток. В сборочном цехе имеется несколько комплектов подъемных тяг, рассчитанных на определенную грузоподъемность и размер обмоток. Подъемные тяги каждого комплекта отличаются от тяг другого комплекта помимо грузоподъемности размером своей опорной части (30 или 60 мм), а также общей длиной (1450 или 1750 мм).
Две одинаковые тяги подбирают с таким расчетом, чтобы обмотка при насадке могла опуститься вместе с тягами до нижней ярмовой изоляции, а опорная часть тяг была не больше радиального размера обмотки (разности наружного и внутреннего радиусов обмотки) и в то же время обеспечивала опору не менее чем ¾ ширины опорного кольца обмотки.
Для подъема обмотки тяги устанавливают под нижнее опорное кольцо отмотки НН так, чтобы они обязательно располагались по оси соответствующих электрокартонных прокладок обмотки. Перед установкой тяг для них освобождают место. С этой целью выбивают из-под обмотки несколько опорных деревянных подкладок, расположенных между обмоткой и нижней стальной плитой. Место установки тяг выбирают так, чтобы после насадки обмотки они не оказались между стержнями магнитопровода; это затруднило бы их снятие. Установленные подъемные тяги 4 (рисунок 8) закрепляют хлопчатобумажной веревкой 3 диаметром 12 мм в нижней и верхней частях обмотки 2. Плохое крепление может привести к тому, что тяги при подъеме «разойдутся» и обмотка упадет.
1 — магнитопровод, 2 — обмотка, 3 - хлопчатобумажная веревка, 4 — подъемная тяга, 5 — двухлучевая траверса, 6 — подъемный кран
Рисунок 8 - Схема насадки обмотки на стержень магнитопровода
Для облегчения насадки и лучшего скольжения поверхность электрокартонных реек изнутри натирают парафином. Опустив обмотку до электрокартонного цилиндра, намотанного на стержень, вставляют между ее рейками и цилиндром направляющие электрокартонные полосы толщиной 1,5 мм и шириной 130—150 мм, размещая их по всей окружности цилиндра. Полосы облегчают насадку обмотки и предохраняют от повреждения цилиндр и изоляцию ее витков. Обмотку поднимают краном 6 выше магнитопровода 1, подводят к стержню и насаживают. При насадке ось обмотки должна совпадать с осью стержня магнитопровода. Медленно опуская обмотку на стержень, направляют ее руками так, чтобы ее прокладки совпадали с прокладками ярмовой и уравнительной изоляций, а нижние концы обмотки легли между прокладками изоляций в указанное на чертеже место.
Если во время насадки обмотки обнаруживают, что при движении ее увело в сторону, насадку прекращают, обмотку поднимают и, не снимая полностью со стержня магнитопровода, развертывают на необходимый угол. Затем обмотку вновь начинают опускать, добиваясь положения, при котором рейки обмотки и прокладки ярмовой изоляции располагались бы на одной оси.
Обычно обмотку НН не насаживают сразу до конца; на расстоянии 250—300 мм от ярмовой изоляции под нее подставляют деревянные бруски. Это делают для того, чтобы можно было освободить подъемные тяги траверсы, а также выгнуть и изолировать нижние концы обмотки. Все параллельные провода обмотки НН выравнивают, выгибают плашмя, укладывают рядами и загибают по чертежу.
Концы обмотки НН изолируют. Изолирование концов обмотки — серьезная и ответственная операция, так как чтобы вывести концы; внутренних обмоток, их приходится размещать вблизи заземленных частей трансформатора — ярмовых балок и прессующих колец. Для: изолирования применяют лакоткань или крепированную бумагу. Верхние концы обмотки НН изолируют после насадки обмотки ВН.
После изолирования нижних концов обмотки НН из-под нее выбивают временные бруски. Если обмотка под действием собственной массы не опускается вплотную на изоляцию, дальнейшую насадку производят при помощи груза.
Обмотку НН продувают сжатым воздухом и приступают к насадке обмотки ВН. Предварительно обмотку ВН проверяют и обрабатывают так же, как и обмотку НН. Обмотку ВН насаживают с помощью той же двухлучевой траверсы. Тяги траверсы устанавливают и закрепляют точно так же, как при насадке обмотки НН. При насадке обмотки ВН следят, чтобы ее прокладки совпали с прокладками ярмовой и уравнительной изоляций. Регулировочные ответвления обмотки должны быть расположены точно по чертежу. Если обмотка НН винтовая или непрерывная, то ее прокладки, образующие горизонтальные каналы, используют для крепления изоляционного цилиндра обмотки ВН.
Обмотки ВН и НН каждой фазы после их насадки отдельно подпрессовывают грузом. С этой целью на обмотку с двух сторон устанавливают специальные стойки и на них краном опускают груз массой 3 т для обмоток III габарита и массой 14 т для обмоток IV габарита. Центр тяжести груза должен совпадать с осями прессуемых обмоток. Если какая-нибудь из обмоток окажется ниже соседних, ее выравнивают по высоте, подложив дополнительные электрокартонные прокладки или электрокартонное кольцо соответствующей толщины.
Верхние концы обмотки НН выравнивают, выгибают плашмя, укладывают рядами, загибают и изолируют по чертежу. Конструкция изоляции обмоток от верхнего и нижнего ярм трансформатора одинакова. На обмотки укладывают такие же изоляционные детали, как и под обмотки, но в обратной последовательности. Устанавливают междуфазные перегородки, укладывают междуфазные электрокартонные щитки, закрывающие ярмо, верхнюю ярмовую и уравнительную изоляции. Укладывают электрокартонную шайбу и устанавливают прессующее стальное кольцо. При установке прессующих колец необходимо следить за правильным расположением прорези кольца по отношению к обмотке и за тем, чтобы кольцо не оказалось перевернутым. Это привело бы к смещению отверстий для крепления заземляющей ленты.
Прессующее кольцо устанавливают на обмотки краном. Для этого в кольце предусмотрены отверстия с резьбой, в которые ввертывают временно подъемные кольца. После установки колец подъемные кольца снимают. Прессующие кольца, установленные на обмотки, не должны располагаться выше стыка пластин стержня и ярма магнитопровода. В противном случае будет невозможна шихтовка верхнего ярма, так как пластины ярма будут упираться в прессующие кольца и их нельзя будет осадить до стыка с пластинами стержня. Чтобы избежать этого, обмотки на каждой фазе подпрессовывают грузом.