електроенергетика, обладнання
18.04.24
Попит на електроенергію в Європі продовжує знижуватися
Перший квартал цього року характеризується рекордним виробленням електроенергії з відновлюваних джерел, падінням видобутку викопного палива та зниженням цін на газ.…
У Статті16.04.24
Німеччина розглядає підходи до скорочення зниження вироблення відновлюваної енергії
Федеральне агентство мережевої інфраструктури Німеччини почало консультації для визначення критеріїв, яким повинні відповідати навантаження, що перемикаються, щоб мати можливість скоротити…
У Статті12.04.24
Вертикальна агровольтаїка для кормових культур та випасу тварин
Американська компанія Sunstall розгорнула у США вертикальну агровольтаїчну установку на основі свого стелажного рішення. Система із загальною потужністю 170 кВт…
У Статті06.04.24
Na-іонні батареї: виклики та перспективи майбутнього
Незважаючи на чергове падіння цін на літій-іонні акумулятори, інтерес до натрієво-іонних (Na-іонних) накопичувачів енергії не слабшає. В умовах глобального нарощування…
У Статті16.03.24
Потенціал інвестицій у гідроенергетику далеко не вичерпано, стверджує NREL
Згідно з дослідженням Національної лабораторії з відновлюваної енергії (NREL), незважаючи на поширені думки про те, що "гідроенергетика вичерпала потенціал інвестиційних…
У Статті15.03.24
Meyer Burger повідомила про збитки у розмірі 330 млн. за 2023 фінансовий рік
Запаси фотоелектричних модулів швейцарської компанії Meyer Burger на кінець 2023 року становили 365 МВт. Генеральний директор Гюнтер Ерфурт заявив, що…
У Статті01.03.24
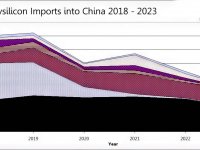
Постачання полікремнію до Китаю впали до найнижчого рівня з 2011 р.
За даними Bernreuter Research, обсяг постачання полікремнію до Китаю в 2023 році впав на 28,5% у річному обчисленні і досяг…
У Статті24.02.24
Meyer Burger готується до закриття заводу у Німеччині
Швейцарський виробник сонячних панелей Meyer Burger запросить акціонерів схвалення на випуск акцій на суму 250 мільйонів швейцарських франків (284 мільйони…
У Статті24.02.24
Hitachi Energy інвестує понад 30 млн. євро у розширення виробництва трансформаторів у Німеччині
Компанія Hitachi Energy інвестує понад 30 мільйонів євро у розширення та модернізацію свого заводу з виробництва силових трансформаторів у Бад-Хоннефі,…
У Статті13.02.24
LG запускає нове рішення для домашнього зберігання енергії
Компанія LG розробила дві версії своєї нової системи зберігання енергії enblock E з корисною ємністю 12,4 кВт/год та 15,5 кВт/год.…
У Статті07.02.24
Франція очолила чистий експорт електроенергії до Європи
Минулого року Франція стала найбільшим нетто-експортером електроенергії в Європі завдяки низькому попиту та поверненню більшої частини ядерного парку країни. Новий…
У Статті31.01.24
Зобов'язання на COP28 щодо розширення ядерних потужностей не відповідає реальності
COP28 у Дубаї поставив за мету потроїти виробництво відновлюваних джерел енергії до 2030 року, а 25 країн взяли на себе…
У Статті











популярне
17.10.09
Электрические аппараты
Электрические аппараты (некоторые главы): Общий курс. Учебник для вузов.— 3-е изд., перераб. и доп. — Москва: Энергоатомиздат, 1988. Рецензент кафедра…
30.07.20
Производство источников света
Денисов В. П., Мельников Ю. Ф. Технология и оборудование производства электрических источников света: Учебник для техникумов.— Москва: Энергоатомиздат, 1983. Изложены…
28.01.08
Правила безопасной эксплуатации электроустановок потребителей
Требования Правил распространяются на работников, обслуживающих действующие электроустановки потребителей напряжением до 220 кВ и обязательны для всех потребителей и производителей…
У Правила04.01.09
Норми випробування електрообладнання
ГКД 34.20.302-2002 - норми, обсяги та періодичність випробування електрообладнання, що поширюються на основне і допоміжне електрообладнання електроустановок, які виготовляються або…
У Правила