Опрессование производится до соприкосновения матриц. Диаметр стальной гильзы и корпуса соединителя после опрессования должен быть равен внутреннему диаметру матриц пресса с допуском +0,3 мм.
Относительное удлинение при опрессовании стальных гильз 10... 12%.
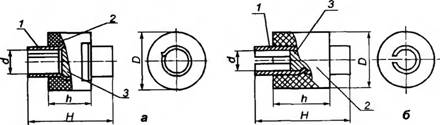
Патроны термитные для сварки проводов представлены на рис.
Термитная сварка проводов должна выполняться в полном соответствии с «Типовой инструкцией по сварке неизолированных проводов с помощью термитных патронов» (ТИ 34-70-005-82), утвержденной Главтехуправлением Минэнерго СССР 23.09.82 г., с изменениями этой инструкции согласно решению № Э-6/84 от 30.05.84 г. Главтехуправления Минэнерго СССР.
Для повышения качества сварки алюминиевых и сталеалюминиевых проводов (особенно больших сечений) термитными патронами типа ПАС рекомендуется перед употреблением этих патронов просверливать в них радиальное вертикальное отверстие диаметром от 4 до 16 мм (в зависимости от сечения свариваемых проводов), которое обеспечивает во время сварки выход образующихся газов, возможность перемешивания металла для разрушения оксидной пленки и добавление алюминия в зону сварки.
Для сварки алюминиевых и сталеалюминиевых проводов кроме термитных патронов типа ПАС выпускаются термитные патроны типа ПА по ТУ 82- 547-80, состоящие из надеваемой на стальную трубку термитной шашки с вертикальным круглым отверстием и алюминиевых колпачков или втулок, надеваемых на свариваемые провода перед началом сварки. Назначение отверстия в термитной шашке то же, что и в патронах типа ПАС (см. выше).
Сварку проводов из алюминиевых сплавов типов АН, АЖ и АЖС следует производить теми же термитными патронами, что и соответствующих по сечениям И диаметрам алюминиевых и сталеалюминиевых проводов. При этом рекомендуется применение термитных патронов типа ПА.
Для сварки проводов термитными патронами типов ПАС и ПА допускается применение патронов на большее, чем у провода, сечение (на 1...2 размера). При этом на провода необходимо намотать втулку из алюминиевой ленты (фольги) соответствующей толщины.
Допускается также термитная сварка проводов разных сечений, при этом на провод меньшего сечения наматывается втулка из алюминиевой ленты (фольги) необходимого размера.
Термитные патроны для сварки медных и бронзовых проводов типа ПМ выпускаются только по согласованию с заводом-изготовителем по отдельным техническим условиям.
При производстве работ по термитной сварке проводов ВЛ необходимо руководствоваться следующим:
а) для обрезания концов проводов применяются приспособления МИ-148, РЭЗ-1 или МИ-261Б; алюминиевые проволоки небольших сечений проводов срезаются ножовкой, а стальные проволоки надрезаются ножовкой, затем несколькими перегибами отламываются. Концы стальных проволок проводов после перелома слегка забиваются молотком заподлицо с плоскостью среза. Перед отрезанием или торцеванием концы проводов должны быть закреплены двумя бандажами на расстоянии 15...20 мм друг от друга. Перед надеванием патрона концы проводов запиливаются напильником от острых краев верхнего повива и заусенцев;
б) перед введением концов проводов в термитный патрон для ограничения односторонней подачи проводов в зону сварки на них плотно закрепляются бандажи на расстоянии, равном половине длины трубки (термопатрона), плюс 1...2 мм от концов свариваемых проводов. Это необходимо сделать при пользовании сварочными пистолетами. Если в сварочных приспособлениях имеются ограничители подачи проводов в зону сварки, то они должны быть установлены на расстоянии от середины (центра) термопатрона, равном половине длины трубки (термопатрона), плюс 1...2 мм;
в) после сгорания термитной шашки за время 15...30 с и остывания ее до темно-красного каления происходит расплавление вкладыша и концов свариваемых проводов. Выждав это время, производят перемешивание расплавленного металла и подачу проводов в зону сварки при помощи пружин или двухходового винта;
г) зажигание термитной шашки термопатрона производят специальными термитными спичками со стороны патрона, отмеченной красной меткой (более рыхлой поверхности).
Разрушающая нагрузка сваренных сталеалюминиевых проводов указана в таблице.
Разрушающая нагрузка алюминиевых проводов и проводов из алюминиевых сплавов не менее 50% разрушающей нагрузки сталеалюминиевых проводов, сваренных теми же типами патронов.
Качество сварки проводов термитными патронами необходимо проверять осмотром сразу же после монтажа сварного соединения. При этом необходимо убедиться в отсутствии пережога проволок наружного повива проводов, усадочных раковин в месте сварки глубиной более 1 /3 диаметра провода сечением до 120 мм2 и не более 6 мм для проводов сечением 150...800 мм2.
Кроме того, сварное соединение должно быть проверено на перегиб руками, при этом сварка не должна нарушаться. Если сварное соединение не удовлетворяет этим условиям, оно должно быть вырезано и концы проводов сварены вновь.
Патроны термитные для сварки проводов (ГОСТ 18492-79* с изменением №1 от 26.03 85 г )
Тип патрона | Марка свариваемых | Размеры | Масса, г | Разрушающая нагрузка сваренных | |||||||
трубки (/) | вкладыша (3) | термитной шашки (2) | X | СЧ | |||||||
d | Н | толщина | диаметр | высота | D | h | Э | сч с | |||
Патроны для алюминиевых и сталеалюминиевых пооводов | |||||||||||
ПАС-16 | А16, АС 16/7,2 | 6,0 | 50 | 0,5 | 10 | 20,5 | 18 | 9 | 6 | 13 | 0,98 |
ПАС-150 | А 185, АС 150/19, АС 150/24 и АС 150/34 | 18.2 | 80 |
| 26 | 31 | 43 | 18 | 95 | 155 | 6,86 6,86 |
ПАС-185 | А 240, АС 185/24, АС 185/29, АС 95/141 и АС 185/43 | 20,3 | 100 | 1,0 | 28 | 37 | 50 | 26 | 190 | 300 | 7,84 7,84 |
ПАС-240 | А 300, АС 240/32, АС 240/39 и АС 240/56 | 22.7 | 100 |
| 31 | 37 | 60 | 26 | 270 | 360 | 10,78 10,78 |
ПАС-300 | А 400, | 26,7 | 120 |
| 35 | 47 | 60 | 26 | 270 | 440 | 12,74 12,74 12,74 |
ПАС-400 | А 500, АС 400/22, АС 400/51, АС 400/64, АС 400/93 и АС 400/204 | 30,5 | 125 | 1,2... | 40 | 49 | 65 | 27 | 370 | 580 | 17.64 |
ПАС-500 | А 600, АС 500/27 и АС 500/64 | 32,2 | 125 | 1,25 | 41 | 49 | 65 | 27 | 370 | 580 | 17,64 |
ПАС-600 | А 700, АС 600/72 | 34,8 | 130 |
| 46 | 52,5 | 70 | 25 | 500 | 750 | 19,6 |
Тип патро на | Марка свариваемых | Размеры | Масса, г | Разруша | |||||||
трубки (/) | вкладыша (3) | термитнои шашки (2) | к х | га Ж о | |||||||
| W | Н | тол | диа | высо | D | h | н | |||
|
| щина | метр | та |
|
| с | ||||
Патроны для медных и бронзовых проводов (оис. б) | |||||||||||
ПМ-25 | М16, М25 | 6,8 | 50 |
| 6,8 | 17,5 | 36 | 15 | 28 | 58 |
|
ПМ-35 | М35 | 8,0 | 60 | 1,5 | 8,0 | 22 | 38 | 15 | 70 | 130 | — |
ПМ-50 | М50 | 9,5 | 65 |
| 9,5 | 25 | 38 | 15 | 75 | 155 | — |
ПМ-70 | М70 | 11,2 | 65 |
| 11,2 | 25 | 43 | 15 | 95 | 170 |
|
ПМ-95 | М95 | 13,0 | 70 |
| 13,0 | 25 | 43 | 20 | 100 | 180 | — |
ПМ-120 | М120 | 14,5 | 75 | 2,0 | 14,5 | 27,5 | 43 | 20 | 102 | 210 | — |
ПМ-150 | М150 | 16,3 | 85 |
| 16,3 | 32,5 | 43 | 20 | 110 | 240 | — |
Тип патрона | Марка свариваемых | Размеры | Масса, г | Разрушающая нагрузка сваренных | |||||||
трубки (/) | вкладыша (3) | термитной шашки (2) | X ЙС | СЧ | |||||||
d | Н | толщина | диаметр | высота | D | h | Э | сч с | |||
Патроны для медных и бронзовых проводов | |||||||||||
ПМ-25 | М16, М25 | 6,8 | 50 |
| 6,8 | 17,5 | 36 | 15 | 28 | 58 |
|
ПМ-35 | М35 | 8,0 | 60 | 1,5 | 8,0 | 22 | 38 | 15 | 70 | 130 | — |
ПМ-50 | М50 | 9,5 | 65 |
| 9,5 | 25 | 38 | 15 | 75 | 155 | — |
ПМ-70 | М70 | 11,2 | 65 |
| 11,2 | 25 | 43 | 15 | 95 | 170 |
|
ПМ-95 | М95 | 13,0 | 70 |
| 13,0 | 25 | 43 | 20 | 100 | 180 | — |
ПМ-120 | М120 | 14,5 | 75 | 2,0 | 14,5 | 27,5 | 43 | 20 | 102 | 210 | — |
ПМ-150 | М150 | 16,3 | 85 |
| 16,3 | 32,5 | 43 | 20 | 110 | 240 | — |